
煤热解废水气浮除油技术
煤热解过程产生的冷凝水和焦油,经过静置分离及其它预处理工艺,最后形成的有机废水含油质量浓度通常仍可达2000~3000mg/L。除去满足工艺系统自身冷却及冲洗循环部分的需要外,剩余废水需转至后部精除油工序进行处理。废水除油不彻底,含油过大,易引起工艺管路系统的堵塞,影响后部脱酚、脱硫系统的正常运行。在废水生化处理阶段,过高的含油质量浓度,还会影响系统中微生物的活性和生化系统的运行。此外,油脂类物质还容易粘结在系统换热设备的表面,导致堵塞或影响换热。有效除去废水中绝大部分的油脂,不仅可避免出现上述问题,还可提高油的回收率,实现无害化和资源化的有机统一。
1、煤热解废水中油脂的存在形态
热解废水中的油脂一般常以如下5种形态存在。
(1)浮油:煤热解废水中的油大部分以粒径大于100μm的油珠形式存在,其总量占含油量的70%~95%,称之为浮油,经过静置沉降后能有效分离。
(2)分散油:其粒径为10~100μm的小油滴悬浮分散在污水中,静置一段时间后会聚并成较大的油珠,上浮到水面,这种状态的油称之为分散油,也较易除去。
(3)乳化油:由于各种表面活性剂或乳化剂的存在,油脂和废水、细颗粒物等形成均匀且稳定的多相分散体,且各种液体并不互溶,构成乳化油。当加热、搅拌或加入其它化合物时,可使乳化油分离或分层。乳化油滴外观呈乳状,其粒径一般小于10μm。
(4)溶解油:粒径在几个纳米以下的超细油滴,以分子状态分散于水相中,用一般的物理方法无法去除。但由于油在水中的溶解度很小,因而在水中的比例很小。
(5)固体附着油:分散在废水中的固体杂质,如煤粉和焦粉等表面所吸附的油。
2、煤热解废水除油技术选择原则
煤热解废水中含有能形成油包水(W/O)型乳状液的天然乳化剂,主要是分散在废水中的固体杂质,如煤粉和焦粉等,从而形成焦油和固体杂质乳状液。该焦油和固体杂质乳状液的稳定性与煤粉、焦粉的粒度有较强的相关性。其粒度越小,乳状液越稳定,油/水分离越困难。在含氨量较大的有机废水中,由于高温和高速流动的混合作用,热解油和氨水充分混合并乳化,氨水和油会以水包油(O/W)型乳化液形式存在。由于油中一般含有天然的界面活性物质,如沥青、喹啉类极性物质,吸附在乳化液的油水界面上,形成牢固的界面膜,致使该乳化液变得十分稳定,不易分离。
煤热解废水中的乳化油、固体附着油虽然含量不是很高,但处理难度却相对较大,对后部工序的影响也较大。因此,在进行煤热解工艺流程的设计时,采用对热解气预先进行颗粒物滤除的工艺可大大减少废水中颗粒物的含量,因而可有效降低废水中乳化油及固体附着油的比重,更有利于废水中的油/水分离。
废水中不同形态的油脂需采用不同的方法予以去除,如浮油及部分重质分散油一般可采用静置或离心分离方法去除。其它形态的油类物质则要采用气浮法、板聚结法、混凝沉降法、电凝絮法、过滤法及吸附法等方法进行去除。其中,气浮法由于工艺方法最为成熟、成本较低且处理效果好,因而应用更为普遍。
3、常见气浮除油技术
气浮法是利用在油—水悬浮液中释放出大量直径为10~120μm的微气泡,借助于表面张力作用,将分散于废水中的微小油滴粘附在微气泡上,使气泡的浮力增大上浮,实现油/水有效分离。一些气浮除油技术在除油的同时,还可除去废水中的悬浮物及部分有机污染物。目前已有的气浮除油技术有多种类型。每类技术也都有其各自不同的特点及适用范围。
3.1 诱导气浮
诱导气浮也称为散气气浮,常见的诱导气浮方法主要有叶轮气浮和射流气浮。
3.1.1 叶轮气浮
叶轮气浮是利用散气盘在水中高速旋转产生离心效应,形成的负压将空气吸入,继而被散气盘切割成小气泡,并沿径向甩出。进入水中的气泡随之向上运动,利用自身吸附功能,陆续将分散油或悬浮物吸附集聚成较大颗粒,并浮于水体表面而被去除。叶轮气浮机具有吸入气体多、无需溶气、受含油质量浓度影响小、设备紧凑、能耗低、投资少等优点,但其本身为动设备,结构稍显复杂、需定时保养,且对进水水质的适应性稍差,对进水负荷稳定性要求高。其除油效率为75%~85%。
3.1.2 射流气浮
射流气浮则是利用水从喷嘴高速喷出时,会在喷嘴的吸入室形成负压,气体继而被诱导吸入后,被高速水流剪切成气泡,然后喷射进入水中。射流气浮只需1台泵提供动力,无需采用旋转散气盘,降低了能耗。射流气浮的气泡数量和尺寸受喷嘴结构影响,气泡直径越小,气泡数量越多,除油效果也越好。
诱导气浮设备结构简单,成本较低,占地面积小,最早被广泛应用于含油废水的油/水分离过程中。
3.2 加压溶气气浮
加压溶气气浮是指在专门的溶气罐内,将被处理的废水加压至0.3~0.4MPa,使罐内空气充分溶于水中达到饱和。当溶气水经压力释放阀送入气浮装置中时,由于骤然减压,溶解于水中的空气以微小气泡形式释放出来,然后吸附小油滴或悬浮物并上浮,将其去除。加压溶气压力直接影响气泡的数量、大小以及均匀性,压力越高,气泡的分散度也越高、越均匀。溶气气浮释放的微气泡外层是一层弹性水膜,由水分子在范德华力的作用下有序紧密排列而成,因此空气无法逸出,使气泡具有较强的稳定性。溶气气浮产生的气泡直径为10~100μm,较诱导气浮的气泡直径小,比表面积大,具有更好的油/水分离能力。
加压溶气气浮技术按加压方式可分为全加压溶气气浮、部分加压溶气气浮、部分回流加压溶气气浮等类型。该技术的缺点是气浮时间长,能耗较大、占地多,操作复杂,维护和运行成本较高,但对废水的适应性强,除油效率可达80%~90%。
3.3 旋流气浮一体化技术
高效旋流气浮一体化技术集旋流离心分离技术和气浮技术结合于一体,因而在一个设备中实现了多级高效的油/水分离过程。工作时,污水沿旋流筒的切向以一定的速度进入,从而产生离心力。由于油、水、悬浮物的密度不同,在离心力的作用下,可先进行一定程度的粗分离。容器中还加入有溶解气,通过气泡与油和悬浮物的粘合,油和悬浮物在气泡的作用下向上运动到容器顶部,并从顶部排污口把浮油和悬浮物一起排出。水向容器下部运动过程中,仍有碰撞聚集气浮发生,到达底部的过程中又进一步强化了废水的油/水分离。
近几年已发展有多种形式的旋流气浮一体化系统。按结构特征分,旋流气浮装置又有不设内筒、内筒内旋流式、内筒外旋流式三大类型。但无论结构形式如何变化,其工作原理大体相同,区别在于污水的流动循环方式和油脂收集方式。目前市场上的旋流气浮一体机主要用于石油行业,处理能力普遍较小。为适应煤化工行业的需要,尚需开发更为适用的、处理能力较大的此类装置。
3.4 涡凹气浮
涡凹气浮是目前应用较多的一种投资少、效率高、处理成本低、效果好的污水处理设备,可有效去除废水中的油脂、胶状物及固体悬浮物(SS)。
涡凹气浮装置一般包括曝气机、抽风管、回流管道、刮泥机及气浮槽等部件。经过预处理的污水首先由底部进入涡凹曝气机的充气段,并在上升过程中与曝气机产生的微气泡充分混合。曝气机的工作原理是利用散气叶轮的高速旋转,在水中形成一个真空区,通过抽风管将水面上的空气引入水中并进入真空区,产生微气泡并呈螺旋状上浮,继而陆续吸附油脂及固体悬浮物,并将其带至水面。刮泥机沿着整个液面运行,并将漂浮物从气浮槽的进口端推到出口端的排放管道中。
位于气浮槽内底部的回流管道,一直从曝气区延伸至气浮段。在产生微气泡的同时,曝气机同时会在池底形成一个负压区,进而会使废水从池底回流至曝气区,然后再返回气浮段。该过程确保了40%左右的污水回流,使得在没有进水的状况下气浮段仍可正常工作。
3.5 溶气泵气浮
溶气泵气浮采用溶气泵提供气泡,工作原理和一般气浮分离系统相同。溶气泵通常采用涡流泵或气—液多相泵,其工作时在泵的入口处空气与水一起进入泵壳内,高速转动的叶轮将吸入的空气切割成小气泡,小气泡在泵内的高压环境下迅速溶解于水中,形成溶气水,然后进入气浮池完成气浮过程。溶气泵产生的气泡直径一般为20~40μm,溶气水中最大含气量可达30%,泵的性能在流量变化和气量波动时十分稳定,为泵的调节和气浮工艺的控制提供了极好的操作条件。
溶气泵气浮系统的优点是气泡较小,油/水分离效果好,无需压缩气源,设备简单,易于维护,造价也低。克服了传统加压气浮技术存在的释放头易堵塞,水温高时溶气效果差、操作维护复杂和运行费用高等缺点。
3.6 浅层气浮
典型的浅层气浮工艺系统由圆柱形浅水池、旋转单元及溶气水制备单元等部分组成。旋转单元包括了进水口、布水器、加压水入口、加压水布水器、除油后废水排出管、减速机和螺旋泥斗等部件。通过减速机的驱动,使旋转单元绕其中心以与进水流速一致的速度缓慢转动。
废水从池中心的旋转接头进入废水布水器排出。加压水由加压水布水器排出。除油后的废水由专用排出管排出,分隔板可将刚布下的废水和经除油后的水完全隔开。经精心设计,可使螺旋泥斗对水体扰动达到最小,并使其优先刮去水池内最先浮起的浮渣。浮渣靠重力作用自行落入到污泥池中。
浅层气浮分离系统集絮凝、气浮、撇渣、刮泥等功能于一体,其溶气气泡直径也较小,使其对微小悬浮物的吸附效果更好。此外,由于处理池子浅,废水停留时间短,大大提高了废水分离效率,该技术适合处理大宗废水。
3.7 电化学气浮
电化学气浮技术所采用的电极包括了惰性电极和可溶性电极两大类,它是将破乳、絮凝、气浮、沉降分离等功能集于一体的综合处理技术,可有效去除水中的油、COD和悬浮物等。
电化学装置中,当采用可溶性极板时会电解析出Fe3+或Al3+,并继而生成Fe(OH)3或Al(OH)3等化合物,可破坏乳化油滴稳定的双电层结构,促使油/水进一步分离。其高效电絮凝功能可促使废水中的胶体颗粒及悬浮物等杂质凝聚沉降。电解气浮产生的氢、氧等微小气泡,直径比较小,比表面相对较大,从而有助于吸附水中的悬浮油滴上浮至水面,使油/水得以有效分离。
电化学气浮技术中的阳极因电解反应会产生活性物质,如羟基自由基和氧自由基等,可氧化分解废水中含有的有机污染物,从而有助于降低废水中COD的含量。
总体而言,电化学气浮技术综合处理效果好,装置布局较为紧凑,处理效率高,所以更适用于含油质量浓度较高的有机废水。但该技术也存在不少缺点,如电极损耗比较快,能耗高,运行费用也高等,因而限制了其工业化应用。
3.8 超声波气浮
超声波气浮利用专用发生装置产生超声波通入废水中时,会周期性地产生瞬间负压力和瞬间正压力。由于压力波动和突变而在废水中产生的空化泡,其直径只有几个至几十个纳米,且存在时间非常短,不断发生爆裂,并使附近小范围区域内的温度和压力急剧升高。在产生负压时,液体中产生真空空穴。溶解于废水中的气体及有机物进入空穴,并由于高温形成气泡。接着在正压力起作用时,瞬间产生强大的压力,气泡被压缩而破裂。另外,超声波在密度不同的异相界面处,会产生显著的反射作用。由于这个反射声压,使废水乳化油界面形成强大的冲击力,从而导致乳化液滴界面破裂,实现破乳及油/水分离。超声波震荡产生的热效应、自由基效应(产生极强氧化能力的羟基自由基等)和空化效应(产生局部高温高压),可迅速破坏有机污染物的分子结构和化学键,使水中难被生化降解的大分子有机污染物转化为易生化降解的小分子有机污染物,或者完全分解。当超声波通过分布有细小悬浮颗粒和油脂的废水时,其中的颗粒开始与介质一起振动,但由于大小不同的粒子具有不同的振动频率,颗粒将相互碰撞、聚合,体积和质量不断增大。至一定程度时,已不能随超声波振动,只能作无规则的运动,继续碰撞、聚合、变大,并逐渐上浮,形成浮渣和浮油,从而也达到了脱除油脂和悬浮物的目的。
综上所述,采用超声波气浮技术进行废水处理,不仅除油效果好,而且对废水中的有机污染物也有较好的去除效果。同时,由于可使BOD/COD比提高0.15~0.25,因而还大大改善了废水的可生化性能,有利于后续对废水的进一步处理。因此,超声波技术主要适用于高浓度、难降解有机废水的治理,是一种可同时实现多种污染物脱除的综合治理方法,通常可作为废水生化处理前的预处理手段。
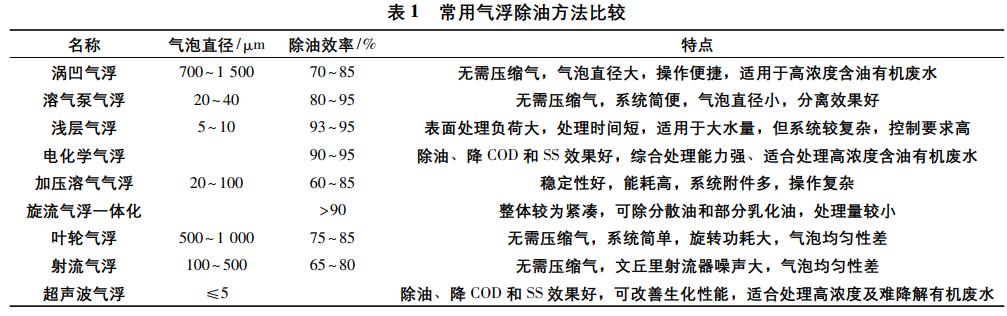
4、各种气浮除油技术的比较
上述常用气浮除油技术的特点及比较如表1所示。总体而言,加压气浮、浅层气浮需要压缩气源,能耗相对较高,但分离效率也相对较高。涡凹气浮、诱导气浮无需压缩气源,有利于节能,但分离效率稍低。旋流气浮一体化技术集成了两种除油方式,整体结构会更为紧凑。溶气泵及超声波气浮系统构成相对简单,效率也高,综合优点较多,也是高效、综合的除油方式。
气浮技术中气泡的产生方法有多种类型,常用的气泡产生方法有:分散气体法(扩散板、微孔管、喷射器、高速旋转叶轮切割等)、加压溶气法、电解法、溶气泵法、超声波法及其它各种气泡发生器。这些产气方法和各种气浮技术相结合,派生出了多种类型的气浮装置。此外,还有气浮和板聚结等技术相结合而形成的复合除油装置,分别适用于不同的应用场合,满足了各种不同的需要。
在系统造价及运行消耗方面,溶气泵、涡凹气浮及超声波技术较为经济。在维护便利性方面,加压及浅层气浮较为复杂,而其它类型则相对较为简便。在整体密闭性方面,旋流气浮一体化及诱导气浮相对容易,其它则稍显复杂。
电化学气浮的工程实践总体尚比较有限,可靠性、经济性及成熟性方面还需要更多的应用验证和改进。选用时应进行充分论证调研,最好先局部或小范围试用,同时做好必要的应急补救预案,以免故障突发时影响整线运行。
5、气浮除油系统的设计选型
在热解废水的处理工艺流程中,脱酚处理前的废水含油质量浓度应控制在500~1000mg/L。生化处理前对废水含油质量浓度要求更严,一般为30~50mg/L,BAF装置处理前对含油质量浓度要求也较低,要小于20mg/L。因此应根据废水的具体处理工艺和要求,选用设计相应的除油系统。
通过对各类气浮技术的分析比较可知,由于除油效率的差异,诱导及涡凹气浮一般适用于分离要求不高的场合或者多级组合处理中的前置级。组合处理中的后置级一般可选用浅层气浮、加压溶气气浮及溶气泵气浮。由于超声波气浮技术不仅除油效果好,而且可分解废水中的大分子有机污染物,同时还可改善废水的可生化性能。因此,对热解废水,超声波气浮已成为进行生化处理前的常用处理手段。
当含油废水处理量较小时,旋流气浮一体机较为适宜,且可多级串联使用,以达到较高的分离效率。反之,处理量较大时,可采用涡凹或浅层气浮,或者两者串联使用。对含重质油成分较多的废水,旋流气浮更胜一筹。经高温滤管过滤的热解气,由于其所含颗粒物绝大部分已滤除,其冷却净化过程中产生的冷凝液,乳化液成分复杂性降低,所含乳化油数量减少,可考虑用溶气泵气浮。且在没有压缩气源时,应用更为方便,也更经济。
煤热解废水中含有挥发酚、氨等物质,采用空气气浮除油过程中,空气中的氧会氧化废水中的酚,曝气过程会产生大量的泡沫,生成较多杂环芳香族碳氢化合物及其它物质,降低了废水的可生化性。使用氮气气浮除油可避免上述问题,更为安全可靠。此外,对气浮除油过程中排出的废气,必须采取密闭措施予以收集及集中处理,以免污染生产现场及大气环境。
由于热解废水油脂中含羧基基团的环状有机物含量较高,且难以与气泡结合,加之油—水复杂的混合存在形式,通常单独用气浮除油难以满足除油要求,必需采取各种除油方法组合使用,方能满足各工艺环节提出的进水含油质量浓度要求。除此之外,还要考虑采用适当的破乳及减粘类助剂。这些助剂能够破坏乳化液表面膜的平衡状态,强化油/水分离效果。破乳作用降低了界面张力,提高了废水油脂的化学分离作用,并提高了两相富集分离的速度,从而使油/水分离变得更为迅速和彻底。应用时应通过试验,选择有针对性的各种破乳剂,以适应各种不同类型乳化液的破乳要求。
6、结语
气浮除油是一种高效的含油废水处理技术,具有工艺流程简单,抗冲击能力强,处理效果稳定、占地面积小等诸多优点。在煤热解行业,随着含油污水处理量和处理要求的提高,气浮除油技术得到越来越广泛的重视和应用。随着除油及分离技术的不断发展,各类气浮装置的性能在不断改进和提高,新的气浮除油装置在不断涌现。这必然有利于促进煤热解技术的进一步发展,煤热解废水油/水分离难题也一定能得以解决。
建树环保是一家专注于水污染治理、大气污染治理及环境专用设备制造与销售的建设工程施工企业,建树环保持有环保工程专业承包二级资质和安全生产许可证,为客户从“方案设计”、“工程施工”、“安装调试”、“售后服务”环节提供服务。联系电话:135 5665 1700。 






