含油污泥无害化和资源化热解处理工艺
在石油开发和生产过程中,如钻井、压裂、试采和炼制等环节,泥土或其他杂质混入原油或者成品油中,形成由水、油、泥砂及矿物质等构成的混合废物称为含油污泥,简称油泥。目前世界上油泥的三大来源为石油化工、金属加工和食品加工,我国仅石油开采和炼制行业每年产生的油泥就达数百万吨,而且每年还在快速增长。在美国,石化行业产生的油泥已被列入其资源保护与回收法(RCRA)中,并将其定义为危险废物,原因就是该类油泥含有各种致畸、致癌的有毒物质,如苯系物、酚、蒽、芘类等。随着我国的环保力度越来越大,油泥也被列入我国的《国家危险废物名录》HW08条目中,强制对其进行无害化处理。我国最近发布的《农用地土壤环境质量标准》和《建设用地土壤污染风险筛选指导值》第三次征求意见稿中,又分别对农用地和建设用地接纳的污泥油含量及重金属含量提出了明确的限值,为油泥的高标准处理处置提供了依据。
国内外学者针对油泥的复杂特性,在控制油泥产生的源头、对已有油泥进行资源化利用、对油泥不可利用的部分进行安全化处置等方面开展了大量的研究工作,欲将油泥残渣中的油含量和重金属含量降至标准规定的限值以下,形成了如溶剂萃取技术、热洗处理技术、热萃取脱水处理技术、焚烧处理技术、生物处理技术、热解处理技术等多种油泥处理技术,实践表明,溶剂萃取技术、热洗处理技术和热萃取脱水处理技术对油泥的处理均不够彻底;生物处理技术条件要求苛刻,无法回收油品且难以实现工业化;焚烧处理后的油泥虽能达标排放,但是处理成本高、耗能大,还会产生二次污染。
油泥热解技术研究起步于20世纪80年代。Schmidt等利用循环流化床装置研究了油泥的热解特性,该装置的缺点是热解气带走大量显热,且处理的物料粒度需小于1cm;Karayildirim等分别利用热质联用和固定床热解处理油泥,研究了不同温度下的热解油、气及残渣的产率和品质差异;Dominguez等分别利用微波炉和电阻炉研究了不同炉型对油泥热解产物油成分的影响,微波炉热解处理油泥主要得到高热值的正构烷烃、芳香族化合物和长链脂肪族羧酸等物质,而电阻炉热解处理油泥主要得到菲、荧蒽、苯并芘等多环芳香烃产物。已有研究表明,油泥经热解技术处理后的体积减量化效果可以达到一半以上;油泥的热解过程还是一个促使重金属在残渣中不断富集的过程,重金属在热解残渣中富集后,其形态所具有的耐浸出性比在焚烧后底灰中的更高。因此,油泥的热解处理技术是一种非常有潜力的油泥处理技术,具有其他处理方式不可比拟的显著优势。但是国内由于之前政策宽松,油泥热解技术发展迟缓,多为实验研究阶段,存在着效率较低、处理不达标、二次污染严重等问题,急需进一步完善。针对目前油泥热解处理技术不成熟的问题,本课题以新疆某地区的油泥为例,通过对其基本物理化学性质和热解特性进行研究,得到该油泥热解处理过程的相关参数,为其无害化、减量化和资源化处理提供借鉴和参考。
1、实验
1.1 原料
油泥原料取自新疆某地区,如图1所示,可以看出,该油泥含液率较高,呈乳化状态并具有一定程度的流动性,在进行固定床热解时不利于传热并导致受热不均匀,需要对其采取预处理后再进行试验。将该油泥静置24h并进行油水分离后,将下层泥渣在105℃条件下干化2h,使其水质量分数控制在20%以内,即预处理后的油泥应呈现固体状态,而不是流动状态,以便于热解过程受热均匀。预处理效果如图2所示。由图2可见,预处理后的油泥水含量大幅降低,形成相对固定的形状,为下一步热解处理提供了条件。

1.2 仪器
干燥箱,马弗炉,DCHR4A灰熔点测试仪,Agilent7500a型电感耦合等离子体质谱仪,ELCHONS元素分析仪,SOLAAR969原子吸收光谱仪,GRL1000热解炉,TGA1550热重分析仪,COD吸附仪等。
1.3 试验方法
由于目前国内缺少关于油泥成分分析的行业标准及国家标准,本研究对油泥相关特性的测试参考具有类似成分物料的分析标准和方法。
油泥含渣率的测定:利用有机溶剂二甲苯对油泥中的油分进行萃取、过滤,并在105℃下烘干滤渣、称重,计算含渣率。
油泥含水率的测定:参考《煤的工业分析方法》(GB/T212—2008)中水分的测定方法,称取一定量的油泥置于称量瓶内,在105℃、氮气气氛下反复烘干称重直至恒重,利用减少的质量计算油泥的含水率。
油泥含油率的测定:由上述测定出的油泥含渣率和含水率,利用差减法得出含油率。
油泥的元素分析:采用ELCHONS元素分析仪,对干化后的油泥进行C,H,O,N元素的分析,氧化管温度为900℃,还原管温度为500℃;采用Agilent7500a型电感耦合等离子体质谱仪测量干化原料油泥中的金属元素含量,包括镉(Cd)、铬(Cr)、铜(Cu)、镍(Ni)、铅(Pb)以及汞(Hg),先将一定量的样品粉碎、消解过滤,滤液中加入1mLH2O2,待样品变为无色透明的溶液后,用超纯水定容至20g,置于电感藕合等离子体质谱仪上进行分析。
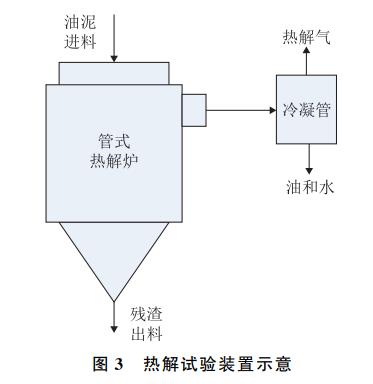
油泥的热解试验:首先测试油泥的热重曲线,确定油泥的热解温度范围;根据油泥热失重曲线设定不同的热解温度、保温时间和升温速率,对油泥进行热解并测试热解残渣的含油率,筛选出油泥热解残渣含油率达标的热解参数;在油泥热解残渣含油率达标的基础上,进一步优化热解参数并评价油泥热解残渣的吸附性能。利用实验室GRL1000热解炉开展热解试验,装置示意如图3所示。取足量的油泥原料进行干化预处理,再将500g干化油泥放置于管式热解炉容器中,以1L/min的速率充入氮气,30min后在氮气保护下按设定的工艺条件进行热解处理。
热解残渣的吸附性能检测:将新疆某废水稀释20倍作为原水(吸附试验用水),取原水150mL于250mL锥形瓶中,加入0.15g吸附剂(吸附剂浓度为1g/L),放入摇床中在转速220r/min的条件下常温吸附4h,待热解残渣充分吸附后过滤,按照国标《水质化学需氧量的测定重铬酸盐法》(GB/T11914—1989)检测滤液的COD,同时做空白试验,与原水COD进行对比。
2、结果与讨论
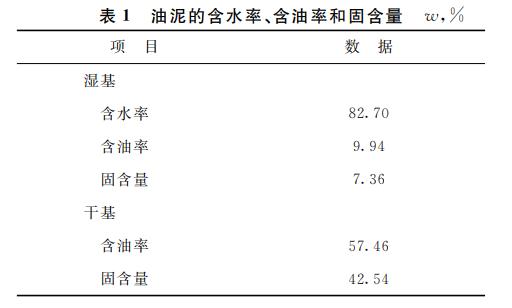
2.1 油泥含水率、含油率和固含量
表1为油泥含水率、含油率和固含量分析结果。
2.2 油泥的元素含量
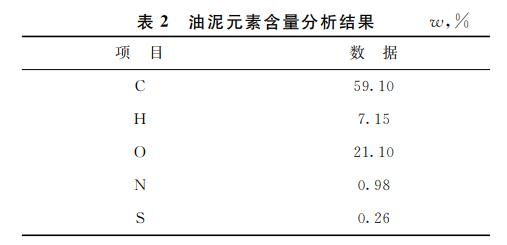
取适量油泥样品在105℃条件下充分干燥至恒重,分析其元素组成,结果见表2。由表2可见,该种油泥固定碳含量较高,硫、氮含量较低,说明该油泥热解后的SO2和NOx排放较容易控制。
2.3 油泥的重金属含量
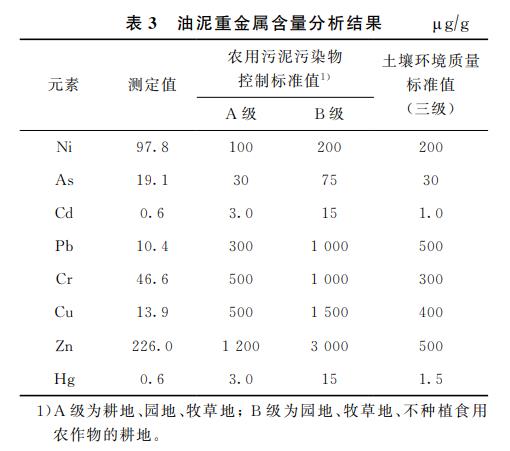
表3为油泥的重金属含量分析结果。从表3可以看出,该油泥的重金属含量均低于《农用污泥污染物控制标准》(GB4284—2018)A级污泥产物指标及《土壤环境质量标准》(GB15618—1995)三级指标。
2.4 油泥的灰熔点
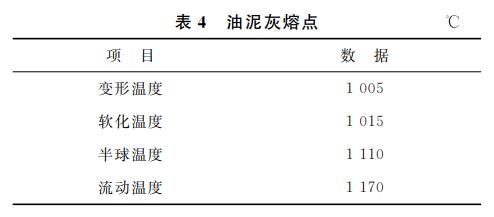
采用DCHR4A灰熔点测定仪,按照《煤灰熔融性测定方法》(GB/T219—2008)测定油泥灰熔点,结果见表4。油泥灰的软化温度为1015℃,根据MT/T853.1《煤灰熔融性软化温度分级表》,本次试验用油泥灰的软化温度较低,不适合采用焚烧方式处理。
通过上述基本特性测试结果可以看出,与煤炭相比,该油泥具有含水量高、黏度大等特性,但是通过干化处理后,该油泥基本能够适应煤炭热解条件的需要,下一步将通过油泥的热解特性试验,得到油泥的最佳热解条件,以实现油泥的无害化、减量化和资源化处理。
2.5 油泥的热重试验
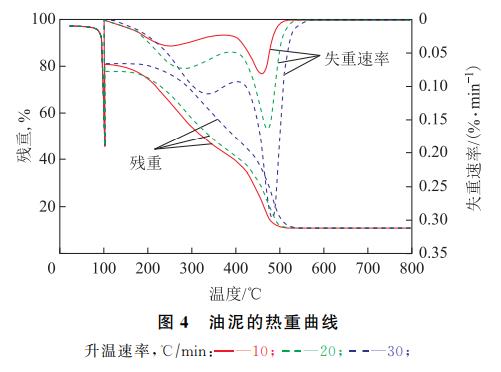
图4为油泥在惰性气氛下的热重曲线。由图4可见,油泥热解过程分为3个阶段:①25~105℃,失重量约为16%,主要是水分和少量轻质烷烃的蒸发过程;②105~400℃,快速失重阶段,失重量约为40%,主要是低沸点轻质烃类物质的挥发,还有少量二氧化碳和芳香烃的析出;③400~560℃,失重量约为32%,主要是裂解反应阶段,有大量的烷烃生成,大分子C—C键、C—H键断裂,生成小分子烷烃和烯烃,烯烃在高温下进一步环化生成芳香烃等。
2.6 油泥的热解特性试验
根据上述油泥的热重曲线,将该油泥的热解温度分别定为500,520,550℃。影响热解效果的主要因素还应包括热解时间和升温速率:热解时间过短(少于1h),热解进行得不充分,残渣品质不达标;热解时间过长(超过4h),则不仅能耗较高,而且残渣性能下降。根据实验室煤炭热解经验,将油泥热解时间分别定为2,3,4h,升温速率分别定为5,10,15℃/min,基于上述热解条件开展正交试验(如表5所示),检测不同热解条件下的油泥残渣含油率,得到油泥达标排放[满足《农用污泥污染物控制标准》(GB4284—2018)B级污泥指标,即油泥残渣含油率不大于0.3%]的最佳热解条件。
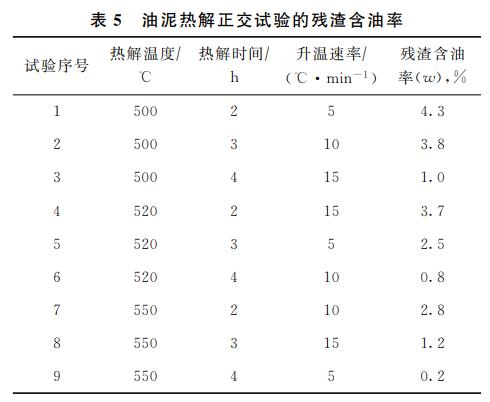
由表5可见,在热解升温速率为5℃/min、最终热解温度为550℃、保温时间为4h的条件下,油泥热解残渣的含油率(w)为0.2%,达到国家排放标准,说明采用热解的处理方式可以实现油泥的无害化目标。上述条件下油泥热解产物的产率见表6,油泥热解气的组成及热值见表7。
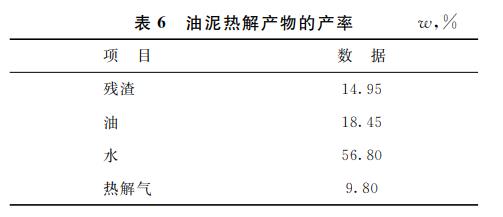
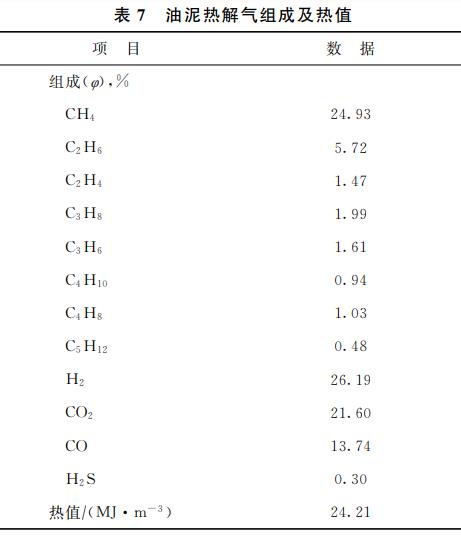
从表6和表7可以看出:油泥热解的主要产物为水,说明油泥含水率较高,为降低热解处理成本可对油泥进行预干燥;油泥热解油产率较高,为18.45%,非常具有回收价值;热解残渣很少,表明通过热解方式处理油泥的减量化效果非常明显;油泥热解过程中还会有少量的可燃性气体产生,具有较高的热值,净化后可以作为热解过程的热源。
2.7 油泥热解残渣的吸附性能
为了进一步实现油泥的资源化利用,在油泥热解残渣达标排放的前提下考察其吸附性能。在热解温度分别为500,550,600℃,热解时间分别为2,3,4h,升温速率分别为5,10,15℃/min的条件下,以热解残渣吸附废水的COD降低值为基准,设计3因素3水平正交试验,开展油泥制备废水吸附剂的热解试验,通过检测各热解条件下得到的油泥残渣对废水的吸附性能,判断油泥热解残渣是否适用于作为废水处理吸附剂。试验结果如表8所示。
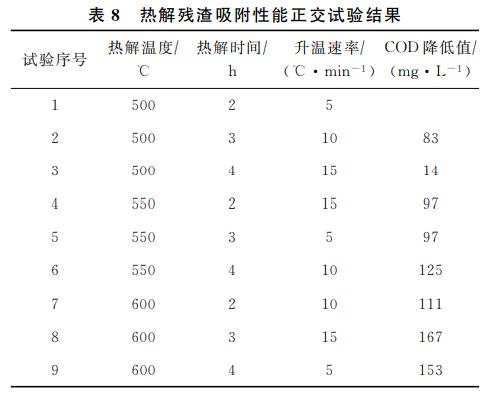
由表8可见,油泥热解制备吸附剂的最优工艺条件为:热解温度600℃,热解时间3h,升温速率15℃/min,此时废水的COD降低值最大,为167mg/L。表明油泥热解后其中的有机物基本被分解,同时残渣炭化形成了具有一定比表面积和孔隙率的吸附剂,可用于处理废水,实现了油泥的资源化利用目标。由于温度再升高能耗也会相应增加,在热解残渣实现作为吸附剂资源化的最低温度条件下,本课题暂未对更高的热解温度进行考察。
3、结论
(1)针对油泥种类多、性质复杂的特点,采取了预干化的处理手段破坏油泥的乳化状态,使其性状相对稳定、透气性强、热传导快,避免了受热不均导致的热解试验偏差。
(2)利用实验室管式热解炉,采取与煤热解相似的方式进行了油泥的干化热解处理效果考察,在升温速率为5℃/min、热解温度为550℃、热解反应时间为4h的条件下,油泥残渣含油率(w)降至0.2%,可实现油泥的无害化达标排放。
(3)通过进一步调整油泥热解工艺参数,在升温速率为15℃/min、热解温度为600℃、热解反应时间为3h的条件下,可实现油泥热解残渣吸附性能最优化,废水COD降低167mg/L。
广东建树环保科技有限公司是一家专注于水污染治理、大气污染治理及环境保护专用设备制造与销售的建设工程施工企业。为企业提供废水处理、废气处理、有机废气VOCs处理的工程解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”等环节提供服务,联系电话:135 5665 1700。