
硝酸铵生产中冷凝液废水回收工艺
1、技术原理
对硝酸铵生产过程中产生的冷凝液进行氨氮处理是通过电凝析装置完成的,冷凝液废水分为三股进入电凝析系统,其中的NH4+为阳离子,NO3-为阴离子,一股是作为极水起推动传到电流和离子迁移作用;另外两股是在进入电凝析系统,废水中的阴阳离子在装置直流电场的作用下进行迁移,其中NH4+通过阳离子交换膜CM向阴极迁移,NO3-通过阴离子交换膜AM向阳极迁移。这时候由于离子的迁移会分别出现一个处于减少和富积状态的“室”,这两个“室”分别是淡水室和浓水室,起淡化和浓缩作用,一个淡水室和一个浓水室总称为一个单元,若干个单元叠加在一起聚合在一个出口,分别为浓水口和淡水口,从而实现废水中氨氮离子的分离和回收处理。若干个这样的单元就组成了一套硝酸铵冷凝液废水电渗析装置。
2、技术特点
每生产1t硝酸铵,就会产生大约0.5~0.8t的废水,并且在这废水中含有浓度较高的硝酸铵和氨,而硝酸铵和氨在水中发生反应形成的硝酸盐由于稳定性好、溶解度高,采用传统的如石灰软化、过滤等工艺很难脱除水中的硝酸盐。而电渗析技术则是在不添加任何化学试剂的情况下就能通过较简单的工艺流程将硝酸盐的质量分数降低50%以上,将废水中去除氨氮含量85%以上,并获得9%作业的浓氨水,优势明显。
2.1 装置设计灵活简单
电凝析装置可根据实际需要灵活地进行装置系统设计,可根据脱盐和回收的需要进行增减串并联设计及调节工艺流程,同时能实现装置自动化控制。
2.2 装置能耗低
电渗析工艺流程简单,在常温下就可进行,其反应过程中用电量少,能耗很低,经济效益明显。
2.3 不产生污染
电渗析工艺流程简单,中间不需要另外再添加各种化学试剂就可以实现废水中氨氮的分离,对环境没有污染。
2.4 设备使用寿命长
装置设备耐用,使用时间长且维护方便,其中的分离专用膜最长可用5a,电极最长可用8a,隔板最长可用15a左右。
3、硝酸铵冷凝液电渗析技术处理实例
某硝酸铵生产装置每年产生大量的废液,前期采用稀释方法进行处理,效果很差,废水中游离氨平均浓度和硝酸铵平均浓度都很高,每年有大量的硝酸铵排入污水中,氨氮排放严重超标,不仅严重污染环境而且造成了原材料的大量浪费。因此为了有效解决硝酸铵生产中产生的冷凝液废水处理回收问题,决定采用电渗析处理工艺(图1)。
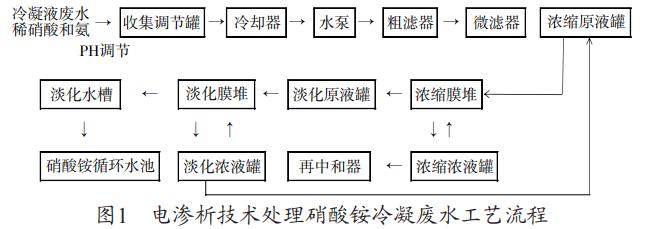
为了满足废液处理回收需要,公司设计了一个由24个子单元组成的电渗析装置系统,其中淡化回收和循环浓缩系统分别各12台电渗析单元,每3台组成一个串联系统运行,以最大量进行冷凝液废水处理。具体的实现过程就是,首先对硝酸铵产生的冷凝液废水经过中和调节系统进行处理,使得废液pH值在6左右,然后进入废水收集罐,经过冷却处理后用水泵输送到能够有效过滤杂质的过滤器内,进而再将这些废液输入到电渗析系统进料罐,随后进入电渗析装置,冷凝液中的NH4+和NO3-通过离子交换膜进行离子迁移,完成浓缩和淡化处理,所得的淡水回到硝酸铵循环水系统作补充水用,浓缩水回到硝酸生产系统循环使用。
硝酸铵产生的冷凝废水经电渗析装置循环浓缩、淡化处理后,硝酸铵回收率达99%以上,废水回收率按90%计算,不仅达到了减少硝酸铵废水排放量,消除污染的目的,而且还提高了资源综合利用率,取得了显著的环保效益和经济效益。
这次进行的电渗析废液处理回收工艺是从把冷凝液首先引入污水处理系统开始的,经过设计的完整处理工艺及成套装置后,冷凝液中的游离氨、硝酸、硝酸铵全部回收利用,排放水也完全符合排放标准。
4、结束语
采用电渗析技术处理硝酸铵冷凝液废水中严重超标的氨氮并回收再利用具有装置投资少、操作费用低、能消除污染实现节能减排等诸多优势,是一项集废水处理、资源回收、循环经济有机结合的技术,具有良好的推广应用前景。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。





