
餐厨废水与生活垃圾渗滤液协同处理工艺
随着人们生活水平的提高和餐饮行业的发展,餐厨垃圾及餐厨废水的产生量日益增长,其处理变得尤为紧迫。餐厨垃圾主要成分为淀粉、动物脂肪、粗纤维、蛋白质等有机物质、水及少量的无机盐。因此,餐厨垃圾所产生的废水具有化学需氧量(COD)含量高、油含量高以及排放量大等特点,成为现阶段比较难处理的污水之一。
1、概述
目前,国内大部分城市叫的垃圾分类工作还未普及,与单纯的餐厨垃圾相比,城市生活垃圾焚烧发电厂的垃圾来源更为广泛,因此垃圾焚烧发电厂渗滤液的水质情况相较于餐厨废水更为复杂,且水质、水量随季节等因素变化较大,重金属含量较高铁生活垃圾渗滤液与餐厨废水的水质情况如表1所示。具体水质指标包括pH、COD、五日生化需氧量(BOD5)、氨氮(N-NH3)、总氮(TN)、总磷(TP)和悬浮物(SS)。

由表1可见,生活垃圾渗滤液与餐厨废水同为有机废水,可生化性较好,但餐厨废水的C、N、P等营养物质含量较普通的生活垃圾渗滤液更为丰富。餐厨废水富含大量的油脂类物质,导致COD含量会更高,因此人们需要针对餐厨废水油脂含量高的特点提出解决方案。
目前,国内餐厨垃圾主要以“筛分+制浆+除砂+提油+厌氧发酵”的方式进行预处理,厌氧发酵产生的沼液通过“生化+膜系统”工艺处理后达标排放。与生活垃圾渗滤液的主流处理工艺“预处理+厌氧+AO(生化)+深度膜”相比,二者有着较为明显的相似点,即均需要通过“生化+膜处理”的方法对污水进行处理。但由于餐厨废水的含油量高,单纯采用渗滤液工艺对餐厨废水原液进行处理,而不采取相应的预处理措施,则会影响原系统的稳定性,如增加AO池泡沫的产生风险、降低膜处理系统膜元件的处理效果并会对膜元件造成永久性损害等。本文以宁波某生活垃圾焚烧发电厂渗滤液处理系统协同处理少量餐厨废水的实际运行状况为依据,进一步探讨协同处理餐厨废水对常规渗滤液处理工艺(厌氧+膜生物反应器(MBR)+纳滤(NF)+反渗透(RO))运行工况的影响。
2、餐厨废水与渗滤液协同处理的影响
2.1 水量情况
2017年6月至2018年2月,宁波市某城市生活垃圾焚烧发电厂协同处理处理餐厨废水,餐厨废水进水量、渗滤液进水量及餐厨废水与渗滤液比率如图1所示。
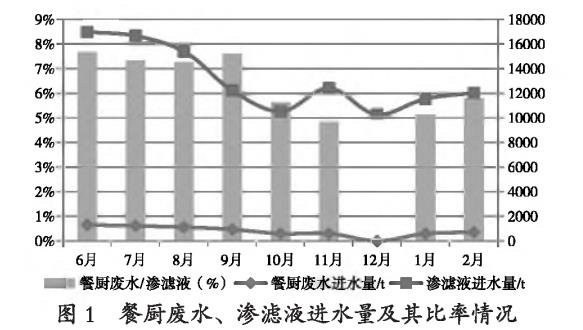
从图1数据可以看出,2017年6月至次年2月,该厂每月渗滤液平均产生量为13120t,餐厨废水平均产生量为882.7t,餐厨废水与垃圾渗滤液比率的平均值为6.41%(其中12月未进餐厨废水)。10-11月,渗滤液产生率的变化与垃圾坑池底格栅污堵及随后的疏通有一定关系。渗滤液及餐厨废水水量总体变化趋势较为相似,在夏季达到高峰,在冬季达到低谷。
2.2 水质情况
该生活垃圾焚烧发电厂设置单独的渗滤液处理站,2017年6月至次年2月,渗滤液处理站进水(包含渗滤液原液及餐厨废水)水质情况如表2所示,出水水质情况如表3所示。

从表2数据可以看出2017年7月至2018年2月,系统进水有机物含量呈先下降后上升的趋势,11月系统进水有机物含量最低。这与地表降水随季节增多及夏季人均用水量多导致废污水稀释有一定的关系。
综合几个月的数据来看,系统进水的pH平均值为6.79,COD为32578mg/L,氨氮为1828mg/L,总磷为41.3mg/L,C:N:P≈788:44:1,营养物质含量满足微生物的需求,利于生化反应的进行。渗滤液处理站总体出水的pH平均值为7.09,COD为18.8mg/L,氨氮为1.9mg/L,总磷为0.16mg/L。处理站出水的水质情况均满足回用至厂内冷却循环水的需求,且处理站正常运行的情况下没有出现水质超标情况。
餐厨废水与渗滤液协同处理期间,结合渗滤液处理站进出水水质情况及设备运行情况,COD、氨氮的去除率为99.9%,总磷的去除率为99.6%。8个月运行期间,处理站出水水质、污染物质的去除率情况均在设计要求范围内(COD≥99.9%,氨氮≥99.9%)。
2.3 系统运行情况
本处理站主体工艺为”自清洗过滤器+调节池+预处理+加温池+UASB(上流式厌氧污泥床)高效厌氧反应器+二级AO+外置式超滤+纳滤+反渗透”。膜处理系统浓液采用”二级物料膜+高压反渗透”的方式处理回用。
2.3.1 预处理部分
预处理部分主要包含过滤、混凝沉淀及加热设备。2017年7月至2018年2月协同处理餐厨废水期间,较为明显的影响是加温池内泡沫含量十分丰富,占到总池容的50%以上,并无法通过水力或投加常规消泡剂的方式去除。相比之下,本系统内AO池产生的泡沫则可以通过水力消泡或投加消泡剂的方式除去。
本系统厌氧进水前的加温方式为池底设置蒸汽加热“丰”形穿孔管道,采用蒸汽宜接喷入的方式对原水进行加热。餐厨废水COD、BOD5高,油脂类物质含量量大。油脂类物质的黏度会随加热时间的延长而变大,促进泡沫寿命的增长。采用蒸汽废水混合加热的方式会导致泡沫的大量富集。考虑到AO系统的泡沫却较易去除,原因为UASB厌氧反应器会将大部分易因加热而产生泡沫的油脂类物质分解,降低AO池内油脂类物质的含量,从而对AO池泡沫的去除产生积极的影响。
2.3.2 AO系统
系统运行过程中,进水COD保持在6000-9000mg/L,氨氮保持在1300mg/L以内。二级A0最终出水的COD小于900mg/L,氨氮小于20mg/L。COD去除率介于85%~90%,氨氮去除率为98%。从水质情况上分析,餐厨废水协同处理未对系统硝化、反硝化反应产生明显影响。
2.3.3 NF、RO系统
截至2018年2月,处理站2套NF装置的产水率分别控制在86.5%及85.8%,通量分别为11.2L/(h·m2)和11.5L(h·m2)。2套RO装置的产水率分别控制在78.2%和75.2%,通量分别为10.5L/(h·m2)和10.8L/(h·m2)。系统产水稳定,水质正常,未见餐厨废水协同处理期间对膜系统运行产生影响。
通过对渗滤液处理站各系统运行状况的分析可以看出,短期内餐厨废水与渗滤液协同处理对常规渗滤液处理站的影响主要集中在预处理阶段,相关影响通过厌氧、AO等系统的作用可以除去,从而保证整个系统的稳定运行。
3、结论
常规渗滤液处理系统短期内少量地协同处理餐厨废水,对系统产生的影响主要体现在厌氧之前的预处理工艺上,并且这些负面影响可以通过厌氧及生化系统去除,从而保证渗滤液处理站最终出水的达标回用。但餐厨废水油脂类物质的含量较高,长期大量的协同处理需要针对油脂类物质进行预处理,以免对生化及膜系统的稳定运行产生累积性影响。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。





