
污水处理高效膜浓缩技术
阳煤集团和顺化工有限公司设计规模为年产18万吨合成氨、3万吨甲醇、30万吨尿素,主工艺装置包括常压固定床块煤气化、变压吸附制氧、湿法催化氧化脱硫、变压吸附脱碳、氨合成、二氧化碳汽提尿素等,废水主要来自原水处理及脱盐水站排水、合成循环水系统排水、尿素循环水系统排水、造气循环水系统排水、脱硫循环水系统排水、压缩机含油废水。
污水处理系统收集全厂区的废水进行处理,经过生化处理后进入中水回用系统,经中水回用系统处理后淡水主要回用于循环冷却水补水,浓水作为造气循环水补水,实现零排放,但中水回用系统因设备老化、膜设备污堵等原因无法投运,导致污水再次返回循环冷却水系统,盐分无法去除,形成闭路循环,循环冷却水的盐分不断累积,水质严重超标,氯离子高达5000mg/L以上,对设备造成严重腐蚀或结垢,同时造成循环水无法消纳原设计的浓盐水,特别是冬季浓盐水无法排放,存在较大的环保风险。
根据分析整个水处理系统的现状,对原有生化系统进行改造,对生化的产水通过采用高效膜浓缩技术(专利号ZL201310082599.3)和专有三效蒸发技术解决了循环冷却水盐分累积过高的问题,实现循环冷却水系统的的良态运行,改善整个水处理系统的运行情况,实现了整个厂区的零排放。
1、工程设计
1.1 高效膜浓缩技术
高效膜浓缩是一种集合高密度沉淀池、离子交换、双膜工艺的处理技术,该技术克服了传统反渗透系统存在的有机物污堵、生物污堵、胶体颗粒污染、无机物结垢,既可以容忍一定硬度的进水,有效去除进水中的氨氮,也可以应对废水中各种化学组分的变化,实现在低化学品消耗、高回收率条件下稳定运行。
1.2 装置设计基础
1.2.1 设计进水水量水质
在工程实践中,膜浓缩系统长期运行COD、硅等经浓缩后可造成膜污堵,所以一般传统反渗透对进水水质要求高,特别是COD要求小于30mg/L,并且膜系统的回收率较低(一般低于70%),对有机含盐废水的回收率更低(~50%),产生大量的废水,并且频繁清洗(一般1~2周清洗一次),因此对有机含盐废水的浓缩一般采用的是高效反渗透技术即HERO工艺,但HERO工艺需要长期控制高pH(11~12)运行,同时对预处理运行要求非常高,比如硬度一般要求小于1mg/L,这样就导致消耗的碱液量比较大,同时对来水的氨氮没有去处效果。实际上有机物、生物对膜的污染是需要一定时间积累的,在膜浓缩装置连续运行一段时间后(约4~8h),膜的表面会有少量的有机物污染,此时在进水中投加强碱,将进水的pH值升至10.3~10.8,同时采用大流量、高pH值的进水对膜表面冲洗十几分钟,可将膜表面累积的有机物、胶体等去除。冲洗完成后,停止加碱,将进水压力提升,高效膜浓缩系统重新投入运行,这就是高效膜浓缩技术与其他技术的不同之处。这种运行方式既可克服常规反渗透的生物污染、有机物污染、无机物结垢和胶体污堵,又可克服在长期碱性条件下运行反渗透(即传统的HERO技术)产生的消耗大量碱、而氨氮无法去除的缺点。
高效膜浓缩系统即使在90%的回收率条件下,其化学清洗的周期也将达到3~6个月,系统在设定条件下,反渗透系统运行相当稳定、可靠,从工艺上根本解决了反渗透装置污染与结垢问题。
在废水零排放系统中,该工艺可显著减少送入后续蒸发结晶系统的进水量,从而极大减少设备的投资和运行费用,可广泛应用于高盐水的高倍浓缩。

1.2.2 设计出水水量水质

1.3 工艺流程
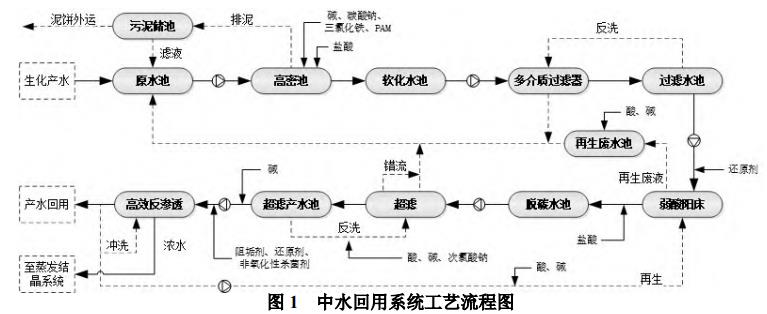
根据来水的水质和改造要求,力求系统的稳定、可靠,将高效膜浓缩应用于中水回用系统。系统工艺流程描述如下:
(1)前端的生化出水与本系统反洗废水、再生废水、污泥脱水滤液等混合后首先进入高密池,通过投加烧碱和碳酸钠软化剂通过一系列的反应生成沉淀而达到除硬除碱的目的,达到总硬度小于100mg/L。根据需要还应投加混凝剂,使生产的沉淀形成较大的矾花,改善污泥的沉淀性能。软化澄清生成的碳酸钙、氢氧化镁沉淀,氢氧化镁的颗粒表面能吸附水中大部分硅化合物,然后渐渐变成难溶的硅酸镁,从而在软化的同时去除废水中的二氧化硅,达到出水二氧化硅小于15mg/L。
(2)经软化澄清后的出水送入多介质过滤器进行过滤,以去除高密池出水中含有的少量悬浮物质、固体颗粒、胶体等,保证其出水浊度小于2NTU。
(3)经过多介质过滤器过滤后,水中仍有小量高密池未能去除的硬度以及部分碱度,采用弱酸阳离子树脂能够去除水中所有的硬度,达到出水总硬度小于1mg/L,弱酸性阳树脂具有交换容量大、容易再生等优点。
(4)经过弱酸阳离子树脂后,需要进一步去除水中的碱度以降低结垢风险。系统在弱酸阳离子交换器后加酸调节pH,通过采用鼓风脱碳器脱除水中的碱度,可将CO2含量降至5mg/L以下。
(5)经过脱碳器脱除水中的碱度后,出水进入超滤系统,作为反渗透的前处理,保证其出水SDI小于3。
(6)经超滤装置后的出水送入高效膜浓缩系统,在膜浓缩装置连续运行一段时间后(约4~8h),膜的表面会有少量的有机物污染,此时在进水中投加强碱,将进水的pH值升至10.3~10.8,采用大流量、高pH值的进水对膜表面冲洗十几分钟,可将膜表面累积的有机物、胶体等去除,冲洗后的水返回至膜浓缩装置的进水箱中。冲洗完成后,停止加碱,将进水压力提升,膜浓缩装置重新投入运行。
中水回用系统的反渗透产水水质优异,回用至厂区用作循环冷却水补水,反渗透浓水进入下游工段进行蒸发结晶处理,最终实现废水的“零排放”。
2、装置实际运行情况
2.1 系统设计
2.1.1 高密池装置
高密度沉淀池工艺是依托污泥混凝、循环、斜管分离及浓缩等多种理论,通过合理的水力和结构设计,集泥水分离与污泥浓缩功能于一体的新一代沉淀工艺,由反应区和澄清区两部分组成,反应区包括混合反应区和推流反应区;澄清区包括入口预沉区、斜管沉淀区及浓缩区。
主要设备参数:数量:1套,处理量:80m3/h,除硬度反应池:20m3,混凝池:3m3,絮凝池:12m3,沉淀池:斜管区上升流速10m/h,污泥回流比:4%~6%,中和池:1.5m3。
2.1.2 多介质过滤器
多介质过滤器是利用一种无烟煤和石英石作为过滤介质,有效的除去悬浮杂质使水澄清的过程,用于超滤预处理,出水浊度可达2NTU以下。
主要设备参数:数量:2台,处理量:80m3/h,罐体直径:Ф2400mm,装填量:无烟煤4m3石英沙8m3,正常流过速率:8m/h,反洗周期:24h,气洗强度:1m3/m2·min,风机风量:5m3/min,水反洗强度:10L/m2·s,产水浊度≤2NTU。
2.1.3 弱酸阳床
本系统中采用弱酸阳离子树脂能够去除水中所有的硬度,弱酸性阳树脂有交换容量大容易再生等优点,树脂在使用一段时间后,要进行再生处理,即用化学药品使离子交换反应以相反方向进行,使树脂的官能基团恢复原来状态,以供再次使用。弱酸阳离子树脂的再生采用两步再生法,即第一步采用酸再生,将弱酸树脂再生成氢型,然后采用碱再生,将氢型树脂转为钠型。
主要设备参数:处理量:80m3/h,罐体直径:Ф2200mm,装填量:7.2m3,流过速率:20m/h,再生周期:72h,树脂类型:漂莱特C104plus大孔型弱酸阳树脂,产水硬度≤1mg/L,酸耗:2000kg/次,碱耗:3490kg/次,水耗:97m3/次。
2.1.4 超滤装置
超滤系统作为反渗透的前处理,采用DOW聚偏氟乙烯(PVDF)中空纤维膜丝具,采用截污量更高的外压式结构,具有更大的过滤面积。
主要设备参数:处理量:80m3/h,超滤型号及数量:20支SFP2880,设计通量:50LMH,超滤回收率:95%,反洗频率:1次/30min,反洗强度:100L/m2·h,气洗强度:7Nm3/h,产水污染指数:SDI≤3。
2.1.5 反渗透装置
由于来水COD及其他杂质限制,无法采用传统的UF/RO系统实现高的回收率,采用了高效膜浓缩技术,与其他膜浓缩系统相比,进行了诸多的改进与改良,更为先进,实现90%回收率。
主要设备参数:处理量:60m3/h,反渗透型号及数量:90支BW30-FR-400,芯数及排列方式:2段6芯,10︰5,设计通量:16LMH,反渗透回收率:90%,运行pH值:10.3~10.8,运行压力:一段175m,二段215m。
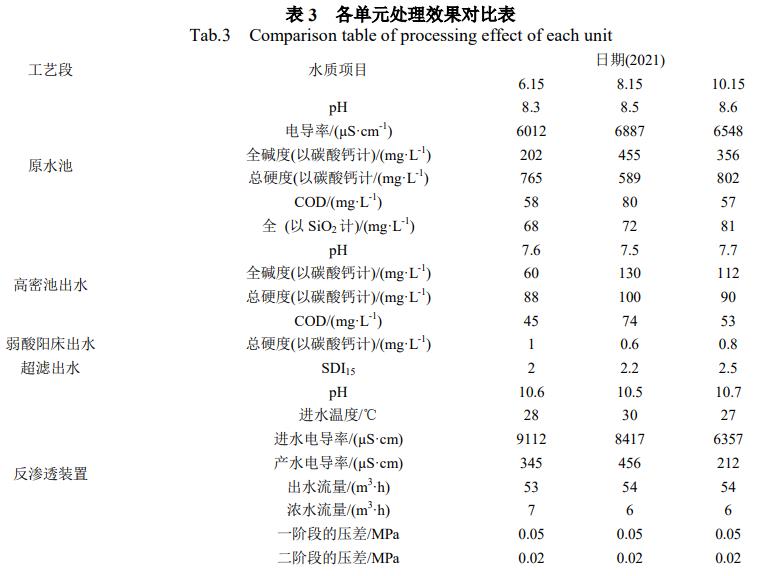
2.2 各单元处理效果
各单元处理效果如表3所示。
2.3 各装置运行情况
通过对调试和运行情况以及从性能测试数据的分析,该处理装置的运行情况总结如下:
(1)高效反渗透回收率和脱盐效果较好。装置的水回收率达到了90%以上,脱盐率高于97%,完全达到了设计要求。
(2)反渗透膜系统运行稳定,反渗透进水pH间歇性控制在10.5~11之间,反渗透装置的段间压差、产水水量、水质指标等都非常稳定。
(3)水中的钙、镁、铁等二价、三价金属离子的结构问题在预处理得到了控制,在烧碱、纯碱软化和离子交换去除了水中的硬度及碱度,实际运行过程中,弱酸离子交换器的实效终点为10mg/L。
(4)二氧化硅的控制,高效澄清池去除了一部分进水中的二氧化硅,反渗透入口投加少量的控制硅污染的阻垢剂。该阻垢剂同时还具有控制钙镁垢的作用。
(5)悬浮物、有机物和微生物的控制,虽然进水含有一定量的COD,反渗透在高pH条件下运行,有机物的污染得到了控制,反渗透的段间压差也基本维持稳定,没有出现悬浮物、有机物的污堵。
(6)自2021年05月中水回用系统投用后,中水回用系统的优质产水水质达到且优于《工业循环冷却水处理设计规范》(GB50050-2017)规定的工业循环冷却水水质标准,用于厂区循环冷却水的补水,循环冷却水的电导率及氯离子开始呈现下降趋势,厂区最紧迫的循环冷却水盐分累积过高的问题基本得到解决。
3、成本分析
高效膜浓缩系统处理水量按60m3/h计,水处理成本为13.36元/m3,其中化学药剂8.01元/m3,耗材(树脂、膜等更换)费用1.09元/m3,人员工资及其他4.26元/m3。
4、结论
阳煤集团和顺化工有限公司中水回用系统通过采用“高密池+多介质过滤器+弱酸阳床&脱碳器+超滤+反渗透”的高效膜浓缩工艺技术,厂区内的循环冷却水排污水等废水经过处理后回用,设备处理效果好,运行稳定,出水水质达到且优于《工业循环冷却水处理设计规范》(GB50050-2017)规定的工业循环冷却水水质标准,使得厂区污水处理出水全部回用,减少了一次水的使用,解决了厂区中水回用系统改造前最紧迫的循环冷却水盐分累积过高的问题,实现循环冷却水系统的的良态运行,改善整个水处理系统的运行情况,实现了经济效益和环保效益,可为我国其他类似行业的循环冷却水处理设施的新建或升级改造提供借鉴与参考。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。





