活性污泥法处理大蒜加工废水
高浓度大蒜加工废水中含有大量有机物、氮、磷等污染物及悬浮物,此外还含有具有抗菌作用的大蒜素,采用常规处理工艺处理大蒜加工废水很难使其达标排放。现有对大蒜废水的处理方法如物理法、酶法、生物法、微电解法和膜分离法等普遍存在有机负荷低、工艺稳定性差、运行费用高等缺点。而活性污泥法具有处理量大、成本低、效率高、无二次污染等特点,是处理大蒜加工废水的理想工艺。UASB反应器有较高的耐冲击负荷能力和较长的污泥停留时间,不仅可以有效降低污染物浓度,还可提高废水的可生化性,目前已被广泛应用于高浓度有机废水的处理。SBR为厌氧与好氧交替进行,不仅具有高效的有机物去除能力,还具有同步脱氮除磷功能。采用UASB+SBR组合工艺处理高浓度大蒜加工废水时,UASB作为预处理单元去除废水中的有机物,可提高废水的可生化性;SBR主要去除氮、磷,并可进一步去除有机物。
笔者研究了UASB—SBR耦合工艺对高浓度大蒜加工废水的处理效果,探讨了UASB和SBR的启动方法,确定了UASB和SBR的最佳工艺参数及影响因子,并利用高通量测序技术分析了SBR污泥系统微生物多样性和菌群结构,旨在为UASB—SBR耦合工艺处理高浓度大蒜加工废水的应用奠定基础。
1、材料和方法
1.1 试验材料
UASB由有机玻璃制成,包括反应区、三相分离区。反应器分内、外两部分,内径约为80mm,外径约为120mm。内部为反应器反应区,夹层部分为水浴保温层,反应器总高度为1500mm,其中反应区高1200mm,三相分离区高300mm,反应器有效容积为6.0L,反应区外侧每隔200mm设有一个取样口。反应器顶部设置安全瓶和集气袋,气体经过三相分离区实现固、液、气分离进入安全瓶,最后由集气袋收集,产气量通过排水法测量。通过夹层部分的水浴保温层控制反应器温度为(35±2)℃。
高负荷条件下启动UASB。在进水COD浓度为9800mg/L、反应器内温度为(35±2)℃、污泥浓度为3000mg/L条件下,将UASB反应器HRT从20h增至50h(处理水量由0.3L/h降至0.12L/h),在每个HRT下反应器稳定运行7d,考察出水COD情况。
在保持进水COD浓度为9800mg/L、反应器温度为(35±2)℃、HRT为45h的前提下,将进水pH从6.0逐渐升高至8.0,考察进水pH对UASB反应器运行效果的影响,确定反应器运行最佳pH。UASB出水储存在储水箱中备用,待SBR反应器运行至进水阶段再以瞬时进水的方式加入SBR反应器中。
SBR为无色有机玻璃柱,内径为220mm,高为1000mm,有效容积为14.4L,反应器顶部设有电动搅拌器、pH在线监测仪和DO在线监测仪,反应器底部设有连接空气泵和气体流量计的橡胶曝气盘,通过夹层部分的水浴保温层控制反应器温度,沿反应器外侧每隔100mm设有一个取样口,用以调整HRT和取样,同时反应器出水管接有电磁阀,以上所有设备均以时控开关控制。
采用接种培菌法和自然培菌法分别启动SBR反应器,处理水量为0.125L/h。设置SBR的周期时长分别为8和12h,调节进水pH为7.0~7.5,保持进水COD为6000mg/L,污泥浓度为3200mg/L。SBR采用厌氧/好氧运行模式,微氧曝气控制溶解氧浓度为2~3mg/L。设定周期运行参数:周期时长为8h,每周期进水10min、搅拌2h、曝气5h、沉淀45min、排水5min;周期时长为12h,每周期进水10min、搅拌3h、曝气8h、沉淀45min、排水5min。考察不同HRT下SBR反应器对COD的去除效果。
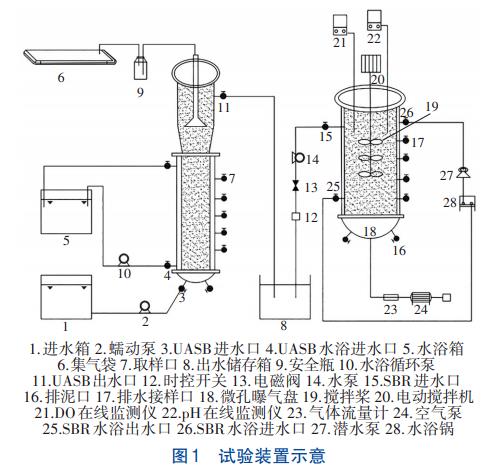
在进水COD为6000mg/L、周期时长为12h条件下,通过SBR夹层部分的水浴保温层控制反应器温度,将温度由10℃升高至30℃,考察温度对COD和NH3-N去除效果的影响。试验装置如图1所示。
1.2 试验用水与污泥来源
购买市场上新鲜大蒜,剥皮后用榨汁机榨汁备用,随后用自来水将榨好的大蒜汁稀释至所需浓度。为保证废水水质稳定及结果的准确性,试验所有用水均现用现配。具体水质:COD为60~9800mg/L,NH3-N为40~75mg/L,TN为60~95mg/L,TP为9~27mg/L,pH为5.6~6.5。试验污泥取自辽宁省抚顺市三宝屯污水处理厂二沉池。
1.3 检测项目及方法
COD、TP、NH3-N、TN分别采用快速密闭催化消解法、钼锑抗分光光度法、纳氏试剂分光光度法、碱性过硫酸钾紫外分光光度法测定,DO采用溶氧仪测定,pH采用酸度计测定。产气量通过排水法测定,MLSS采用滤纸称重法测定,SV30采用30min沉降法测定。DNA的提取、检测和高通量测序由诺禾致源科技股份有限公司完成。
2、结果与讨论
2.1 UASB启动与影响因素分析
2.1.1 UASB启动分析
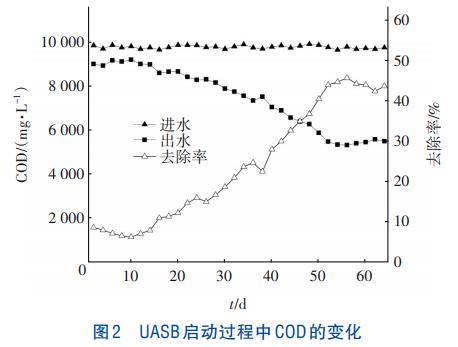
高有机负荷条件下快速启动UASB反应器,COD进水浓度为9800mg/L。为了避免系统出现酸化现象,延长HRT,初步设定HRT为50h、温度为(35±2)℃。图2为UASB启动过程中COD的变化。可知,系统启动初期,COD去除率为8.67%。后续运行中,COD去除率逐渐下降,直至第10天,COD去除率下降至6.23%,这可能是由于大蒜加工废水具有高浓度的有机负荷,系统短时间内无法适应此冲击。随着UASB反应器的继续运行,微生物逐渐适应高浓度大蒜加工废水水质,代谢能力增强,对有机物的去除效果有所提高,COD去除率呈现波动式上升的趋势。在第56天COD去除率为45%,系统内可清晰见到粒径为2~3mm的颗粒污泥,产气效果明显,平均每隔2s就会出现粒径为2mm的气泡,平均产气量为1.6L/d,此时UASB反应器内污泥浓度为3000mg/L。进一步延长UASB的运行时间,COD去除率无明显变化,认定反应器在第56天时启动成功。张立国等人发现,UASB启动成功后,系统内MLVSS为9100mg/L,并指出UASB高效稳定的运行及成熟颗粒污泥的出现能够表明反应器启动成功。
2.1.2 HRT对UASB反应器的影响
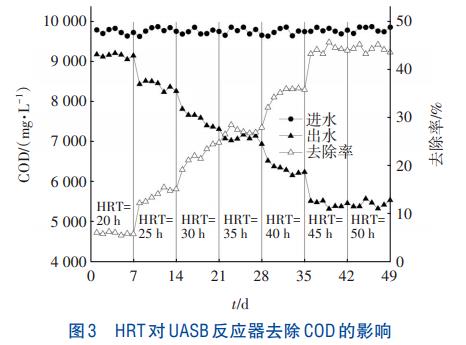
在进水COD浓度为9800mg/L、反应器温度为(35±2)℃条件下,考察HRT对UASB反应器去除COD的影响,结果如图3所示。可知,当HRT为20h时,COD平均去除率仅为6.08%。这是因为HRT过低引起系统内挥发性脂肪酸(VFAs)的积累,从而对系统造成冲击,此外废水中仅部分有机物因与微生物接触而被降解,未被降解的有机物随出水排出,因此对COD的去除效果较差。班巧英等通过控制HRT考察了UASB反应器的性能,认为HRT过低会增加系统的有机负荷,提高产酸发酵菌群的活性,并生成大量VFAs,但产甲烷互营菌群增殖相对缓慢,导致系统酸化,影响了COD降解。随着HRT增加,COD去除率也逐渐升高,直至将HRT增加至45h,COD去除率趋于平稳,平均去除率达到44.16%。刘亚红在UASB对高浓度有机废水降解中发现,当HRT为48h时,COD去除率为89.3%,高于本试验结果。产生这种差别的原因可能是本试验的UASB采用了高负荷启动,进水COD浓度较高,且大蒜加工废水的特殊水质会抑制系统中污泥的活性。当HRT增加至50h时,COD去除率变化不明显,因此确定UASB反应器的最佳HRT为45h。
2.1.3 pH对UASB反应器的影响
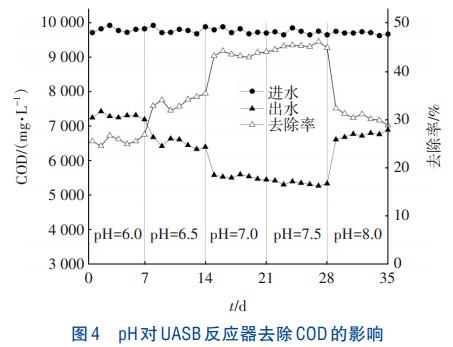
在进水COD浓度为9800mg/L、反应器温度为(35±2)℃、HRT为45h的条件下,考察pH对UASB反应器去除COD的影响,结果如图4所示。可以看出,当进水pH为6.0时,UASB对COD的去除效果较低,仅为25.55%,出水较浑浊。随着进水pH的升高,COD去除率明显升高,当pH提升至7.5时,COD去除率达到44.15%,出水清澈。进一步提升pH至8.0时,对COD的去除效果明显变差。分析认为,pH过高或过低都会对细胞酶活性、膜表面电荷性质及通透性产生影响,抑制细菌的降解能力。张立国等人通过调节进水pH,考察了UASB的运行效能,发现pH过低会影响产甲烷互营菌群的活性,导致系统内出现丙酸和乙酸的累积,影响系统对COD的去除效果。而闫立龙等人在UASB处理猪场废水的研究中发现,当pH>7.5时,产甲烷菌活性受到抑制,COD去除率逐渐下降,与本试验的结果相似。可见,本试验中UASB系统的最佳进水pH为7.5。
2.2 SBR启动及影响因素分析
2.2.1 SBR启动分析
分别采用接种培菌法和自然培菌法启动SBR反应器,考察两种方法对大蒜加工废水的降解效果,结果如图5所示。系统初始进水COD浓度为59.62mg/L,此时接种培菌、自然培菌系统对COD的平均去除率分别为70.58%和65.32%。在运行前7d,进水COD浓度每天递增20mg/L,第8~14天,两个SBR系统平均进水COD浓度为151.38mg/L,该阶段两个SBR系统对COD的平均去除率分别升高至95.95%和86.37%。从第15天起,继续提高进水COD浓度,尽管进水浓度波动较大,但两个SBR系统的COD去除率均较稳定,直至进水COD浓度升高至5000mg/L时,自然培菌法SBR的COD去除率出现下降,且去除效果随进水COD浓度的增加开始持续下降。其原因一方面是由于大蒜加工废水浓度的增加导致大蒜素增加,从而抑制了微生物活性;另一方面,自然培菌系统无污泥基质,致使微生物易流失,处理效率降低。而当进水COD浓度为5000mg/L时,接种培菌SBR系统对COD的去除效果依然比较理想,COD去除率为94.74%。当进水COD提升至6000mg/L时,接种培菌SBR系统对COD的去除率开始出现下降,这可能是由于此时进水高有机负荷已经超过微生物新陈代谢需求,达到微生物降解能力的阈值。此外,由于高浓度大蒜加工废水中大蒜素浓度逐渐升高,杀菌作用逐渐增强,致使微生物生命活动受到严重威胁。
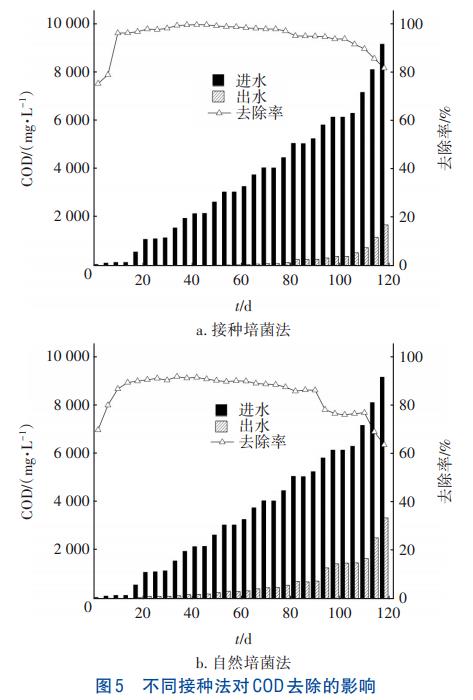
由于后续SBR系统的进水为UASB出水,其平均COD浓度为5442.02mg/L,而自然培菌法启动SBR系统的COD阈值为5000mg/L,接种培菌法为6000mg/L,认定接种培菌法优于自然培菌法,此时SBR污泥浓度为3200mg/L,污泥龄为15d。因此本试验采用接种培菌法启动反应器。
2.2.2 周期时间对SBR系统的影响
当进水COD浓度为6000mg/L时,分析周期时间对SBR系统的影响。结果表明,在周期时间为8h的条件下,SBR系统运行18d以后,出水COD浓度为1127.26mg/L,去除率为81.76%。当周期时间为12h时,系统运行18d后,出水COD浓度为267.59mg/L,去除率达到95.72%。由此可见,与周期时间为8h相比,周期时间为12h具有更好的COD去除效果。其主要原因是,较长时间的曝气能够促进好氧菌的增殖代谢,而废水中的有机物主要依靠好氧菌降解。杜龑等人提出,曝气时间的延长使系统内氧传质效率得以提高,微生物活性增强,有机物被微生物充分消耗降解。而傅源等人在SBR处理大蒜废水的试验中发现,当曝气时间超过7h时,继续增加曝气时间对COD的去除影响不显著。这与本试验的结果有所不同,这是由于本试验的进水COD浓度较高,为保证系统内溶解氧充足,不影响微生物代谢,确定SBR系统的曝气时间为8h,最佳运行周期时间为12h。
2.2.3 温度对SBR系统的影响
在进水COD浓度为6000mg/L、周期时间为12h条件下,考察两个月内系统温度对COD和NH3-N去除效果的影响。结果表明,当温度为10℃时,COD去除率为34.28%,NH3-N去除率为40.58%;当温度升至25℃时,COD、NH3-N去除率分别达到了96%、95.27%。傅源等人发现,当温度为25℃时,SBR系统对大蒜加工废水中COD的去除率达到94.33%,与本试验的结果类似。而随着温度的持续升高,系统对污染物的去除率却呈下降趋势。在生化反应中,温度过低会抑制微生物活性,而温度过高则微生物的成分(如蛋白质、核酸)将会受到损害。因此,在一定范围内提高温度会加快细胞内的生化反应,有利于COD的去除。
2.2.4 菌群结构分析
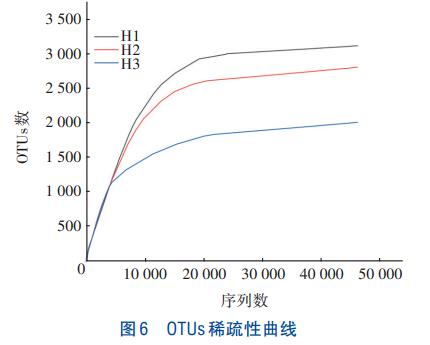
试验对SBR处理废水过程中污水厂种泥(H1)和SBR驯化第60天的污泥(H2)、自然培菌法驯化成熟污泥(H3)菌群结构进行了高通量测序,OTUs稀疏性曲线如图6所示。可知,随着序列数的增加,稀疏性曲线逐渐趋于平缓,说明扩增序列能够真实反映样品的菌群结构。
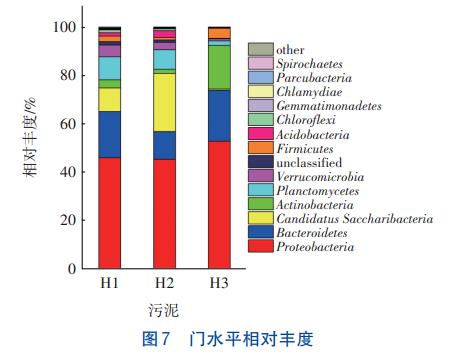
门水平上,3个样品的微生物组成和结构类似。H1代表的污泥中,Proteobacteria所占比例最高(见图7),达到了45.98%,其次为Bacteroidetes、CandidatusSaccharibacteria和Planctomycetes,这4个菌门的相对丰度达到了84.31%。H2中,Proteobacteria所占比例仍然最高,达到了45.26%,其次为CandidatusSaccharibacteria、Bacteroidetes、Planctomycetes,以上4个菌门的相对丰度之和达到了88.93%。H3中,Proteobacteria所占比例最高,达到52.81%,其次为Bacteroidetes、Actinobacteria、Firmicutes,这4个菌门的相对丰度达到了96.14%。可见,Proteobacteria始终作为优势菌种存在于SBR反应器内。Li等人提出,Proteobacteria在反硝化及有机物降解中具有重要作用,因此始终作为优势菌门存在于SBR反应器内。而随着反应器中微生物的不断驯化,Bacteroidetes和Actinobacteria成为优势菌种。He等人研究SBR反应器中微生物群落结构时发现,Bacteroidetes为活性污泥中的常见菌门,其具有良好的有机物降解能力和脱氮性能。Actinobacteria绝大多数为异养好氧型细菌,能分解纤维素、角蛋白等复杂有机物,而大蒜加工废水中含有高浓度的COD和NH3-N,为Bacteroidetes和Actinobacteria的生长提供了适宜条件。
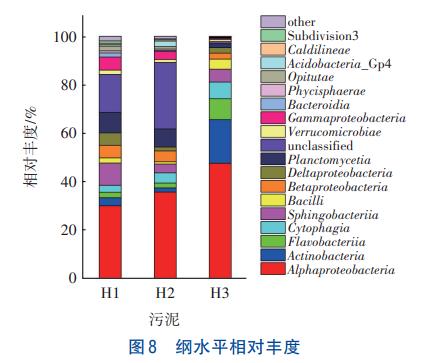
纲水平上,3个样品的主要菌纲有一定的差异(见图8)。H1代表的污泥中,以Alphaproteobacteria(30.05%)、Sphingobacteriia(9.19%)、Planctomycetia(8.48%)和Gammaproteobacteria(5.44%)为主要菌纲。H2的菌纲主要包括Alphaproteobacteria(35.69%)、Planctomycetia(7.42%)、Betaproteobacteria(4.5%)、Cytophagia(4.19%)。H3主要包括Alphaproteobacteria(47.57%)、Actinobacteria(18.04%)、Flavobacteriia(8.6%)、Cytophagia(6.89%)。Alphaproteobacteria具有良好的脱氮除磷性能,因此其始终作为优势菌纲存在于反应器内;而Actinobacteria、Flavobacteriia具有异养硝化特性,对反应器的脱氮能力具有促进作用。
属水平上,3个样品的差异较大(见图9),H1中优势菌属主要包括:Defluviicoccus(18.56%)、Saccharibacteria_genera_incertae_sedis(9.76%)、Kofleria(3.53%)、Aquisphaera(3.01%)。
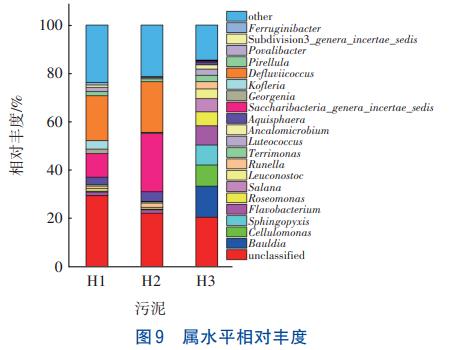
H2中的优势菌属主要包括:Saccharibacteria_genera_incertae_sedis(24.05%)、Defluviicoccus(20.97%)、Aquisphaera(4.02%)、Aridibacter(2.28%)。H3中的优势菌属主要包括:Bauldia(12.82%)、Cellulomonas(8.75%)、Sphingopyxis(8.32%)、Flavobacterium(7.93%)。Cellulomonas具有良好的纤维素降解能力,Sphingopyxis能够分泌胞外多糖,在磷的积累和稳定颗粒结构方面具有重要作用。Flavobacterium不仅具有反硝化能力,同时也是指示颗粒污泥成熟与否的重要指标之一。正是由于以上细菌在系统内发挥着各自功能,因而本系统在处理过程中具有良好的去除有机物及脱氮除磷能力。
2.3 UASB—SBR处理高浓度大蒜加工废水效果
2.3.1 对COD和TP的去除效果
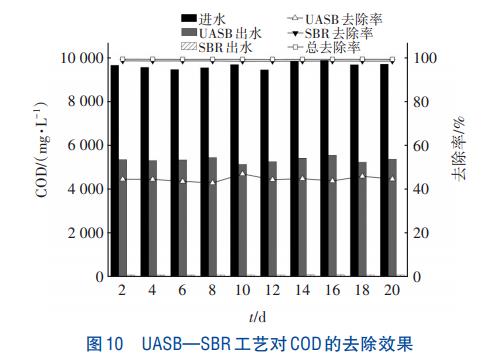
图10为UASB—SBR工艺对COD的去除效果。可知,耦合工艺平均进水COD浓度为9616.80mg/L,经UASB处理后平均出水COD浓度为5331.74mg/L,平均去除率为44.55%。高浓度大蒜加工废水经UASB厌氧处理后COD浓度显著降低,废水中难降解有机物被UASB转化为易降解有机物,废水可生化性提升,为后续SBR系统做出了贡献。SBR系统平均出水COD浓度为96.86mg/L,平均去除率为98.18%,SBR具有高效的COD去除能力,在大蒜加工废水COD去除中起到主要作用。这是由于SBR是厌氧、好氧交替运行,反应器内溶解氧浓度呈周期性改变,氧浓度梯度大、转移效率高,使有机物去除率显著提升,而Bacteroidetes对有机物有高效的降解能力,其作为优势菌种存在于活性污泥中,为大蒜加工废水中高浓度有机物的去除做出了突出贡献。耦合工艺对大蒜加工废水COD的去除率为99%,满足《污水综合排放标准》(GB8978—1996)一级排放标准要求。
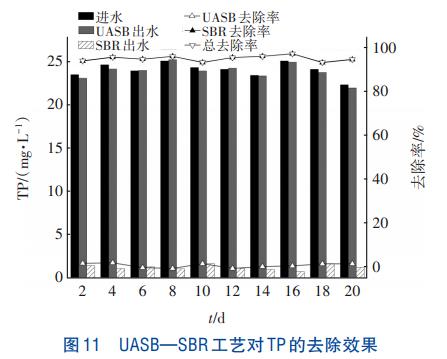
耦合工艺平均进水TP浓度为24.09mg/L,UASB系统对TP的平均去除率为0.81%,可见UASB对TP几乎没有去除效果(见图11)。分析原因,UASB反应器内无稳定聚磷菌形成,对TP的去除主要通过微生物细胞的合成作用。经SBR反应器处理后,平均出水TP浓度为1.25mg/L,平均去除率为94.77%,对TP的去除率较高是由于厌氧、好氧交替运行条件有助于聚磷菌生长,好氧状态下聚磷菌过量吸磷并贮存在菌体内,最终随剩余污泥排出系统,在厌氧条件下聚磷菌将体内聚磷水解,以正磷酸盐的形式释放到污水中。耦合工艺对大蒜加工废水中TP的去除率为94.82%,满足《污水综合排放标准》(GB8978—1996)一级排放标准要求。
2.3.2 对NH3-N和TN的去除效果
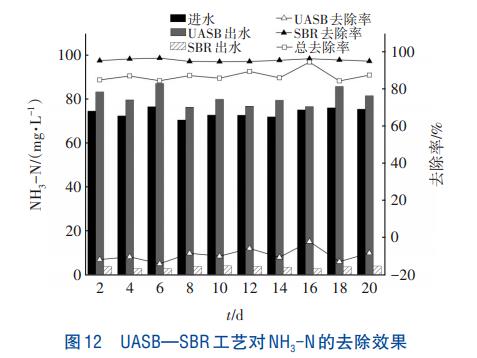
图12为UASB—SBR工艺对NH3-N的去除效果。可知,平均进水NH3-N浓度为73.81mg/L,经UASB反应器处理后,平均出水NH3-N浓度为80.64mg/L,平均去除率为-9.23%,出水NH3-N浓度增加是因为UASB在厌氧状态下对NH3-N几乎没有降解能力,对NH3-N的去除主要依赖于微生物的同化作用,而且由于高浓度大蒜加工废水中蛋白质的分解和氨化作用,使NH3-N的出水浓度略高于进水浓度。经SBR反应器处理后,平均出水NH3-N浓度为3.66mg/L,去除率为95.44%,SBR系统具有良好的厌氧、好氧条件,NH3-N可在SBR好氧期被去除,而且在长期的驯化下,反应器中Flavobacterium成为优势菌属,该细菌具有较强的脱氮能力,对废水中NH3-N的去除起到主要作用。耦合工艺对NH3-N的去除率为87.07%,满足《污水综合排放标准》(GB8978—1996)一级排放标准要求。
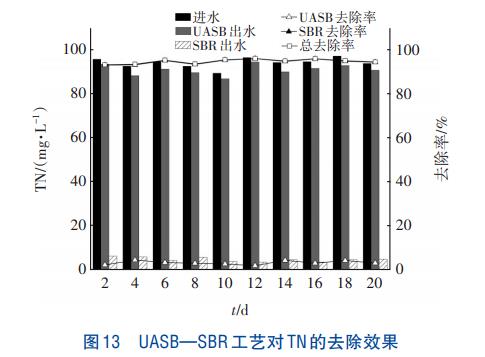
当耦合工艺平均进水TN浓度为94.21mg/L时,经UASB处理后,平均出水TN浓度为91.02mg/L,平均去除率为3.38%(见图13)。厌氧条件下,UASB系统无法完成生物脱氮中的硝化过程,仅有一小部分氮随有机物降解,因此对TN的去除率较低。经SBR系统处理后,对TN的平均去除率为94.69%,SBR系统中好氧、厌氧交替进行,氨氮在好氧状态下被硝化菌转化为硝态氮,而在厌氧状态下,硝态氮被反硝化菌转化为氮气排出,因此SBR具有较高的TN去除能力。耦合工艺对大蒜加工废水TN的去除率为94.87%,满足《污水综合排放标准》(GB8978—1996)一级排放标准要求。
3、结论
①高负荷条件下可快速启动UASB反应器,在进水COD浓度为9800mg/L、温度为(35±2)℃条件下,UASB反应器最佳HRT为45h、最佳pH为7.5。
②接种培菌法可有效启动SBR,在进水COD浓度为6000mg/L条件下,SBR反应器最佳循环时间为12h(瞬时进水10min、搅拌3h、曝气8h、沉淀45min、排水5min),最佳温度为25℃。
③SBR中污泥具有丰富的生物多样性,但在不同运行阶段,污泥的菌群结构具有一定差异。在门水平上,Bacteroidetes、Proteobacteria占据主导地位;在纲水平上,Alphaproteobacteria、Actinobacteria、Flavobacteriia为优势菌纲;在属水平上,Bauldia、Cellulomonas、Sphingopyxis、Flavobacterium为系统内优势菌属。正是这些菌群的共同作用,才使得高浓度的大蒜废水得到高效降解。
④UASB—SBR工艺在最佳工况下对高浓度大蒜加工废水中COD、TP的平均去除率分别为99%、94.77%,对NH3-N、TN的平均去除率分别为95.44%、94.87%,出水水质满足《污水综合排放标准》(GB8978—1996)一级排放标准。
建树环保是一家专注于水污染治理、大气污染治理及环境专用设备制造与销售的建设工程施工企业,建树环保持有环保工程专业承包二级资质和安全生产许可证,为客户从“方案设计”、“工程施工”、“安装调试”、“售后服务”环节提供服务。联系电话:135 5665 1700。