
怎么去除电镀废水中镍离子
工业行业中,为了增强产品表面的耐腐蚀性以及加强外表美观,常常会用到电镀技术,镍、铬、锌、铜等都是常用的镀层金属。根据要求达到的处理效果不同,选用的金属也不同。
一般的电镀行业需要大量使用镍及化合物,人们都知道它是重金属,但镍的毒性,以前却未被很多人认识了解,最近科学实验证明,虽然镍盐或金属镍的经口毒性较小,但一些镍的化合物,如狱基镍和镍尘都被认为是致癌物质。世界卫生组织(WHO)所属的国际癌症研究机构(I ARC)公布的39类对人致癌物质中,镍被列为其中之一。因此,为控制镍对人的危害,国家已制定了排放标准。另外,由于镍离子属于有价金属,有很高的回收价值,故大多数电镀厂都尽可能的做回收处理。
目前,含镍废水的处置方式主要分为3类:
(1)通过化学反应:化学沉淀法,还原法等化学反应方法达到去除重金属。
(2)通过吸附分离、离子交换和生物膜等。
(3)借助微生物的絮凝、富集等作用。这些方法中,其中化学反应法也是目前最广泛最简便的方式,它具有较好的适应性。在废水中加入适量的沉淀剂,使废水中的镍离子以不同形态的化合物形式沉淀,从废水中去除。
本文是以氢氧化钠为沉淀剂,30%双氧水为氧化剂,聚合氯化铝为混凝剂。废水经处理后可达到国家排放标准(GB8978-1996)。
1 实验仪器和试剂
Varian AA 240火焰原子吸收分光光度计、pHS-25型pH计、氢氧化钠(分析纯)、30%双氧水、聚合氯化铝、某含镍废水(镍含量7840mg/L)。
2 结果与讨论
2.1 pH值对镍离子去除率的影响
量取6个1L的过滤后含镍废水,用氢氧化钠调节 pH值至8,反应20min,在25℃下再依次调节pH为9、10、11、12、13,反应5min。然后分别加入4‰的高分子絮凝剂聚合氯化铝,用磁力搅拌器搅拌均匀后,沉淀30min后,取上清液过滤后,测量其镍离子含量,得到镍离子的去除率与pH值的关系如下。
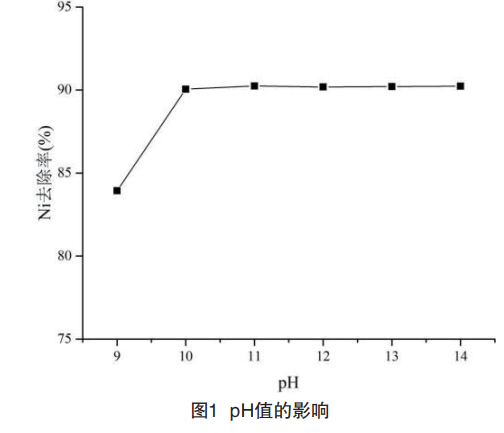
从图1可以看出,镍离子的去除随着pH值的提高而增大,当pH值在11时,废液中镍离子去除率随之平缓。在pH值9~10的时候,加入的氢氧化钠主要于废液中的其他离子反应,氢氧化钠对镍离子的去除不起作用[4];pH值调节至11时,镍离子的去除率达到了一个高峰。此时废液中加入的氢氧化钠主要与废水中的镍离子反应。pH值再提高,镍离子的去除率变平缓,证明此时氢氧化钠与镍离子反应已经接近饱和。
2.2 双氧水对镍离子去除率的影响
量取6个1L的过滤后含镍废水,用氢氧化钠调节pH值至8,反应20min,在25℃下再次加入氢氧化钠调节废液的pH为11,反应5min。然后加入4‰的高分子絮凝剂聚合氯化铝,用磁力搅拌器搅拌均匀,在沉降过程中分别缓慢加入30%双氧水10mL、20mL、30mL、40mL、50mL、60mL,反应30min后,沉淀后取上清液过滤,测量其镍含量,得到镍离子的去除率与双氧水的用量关系如下。
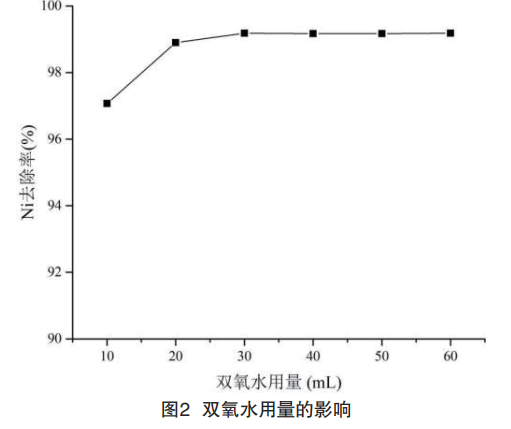
从图2中可以看出,随着双氧水的加入量的提高,镍离子的去除效率随之增大,当双氧水的量/含镍废水量达到
3%时,镍离子的去除率达到最大;随着双氧水的持续滴加,镍离子的去除率变化不大。
2.3 反应温度对镍离子去除率的影响
量取6 个1L的过滤后含镍废水,用氢氧化钠调节 pH值至8,反应20min,分别在25℃、30℃、40℃、50℃、60℃、70℃下再次加入氢氧化钠调节废液的pH为11,反应5min。然后加入4‰的高分子絮凝剂聚合氯化铝,在沉降过程中缓慢加入30mL的30%双氧水,反应30min后,沉淀后取上清液过滤,测量其镍含量,得到镍离子的去除率与温度的关系如下。
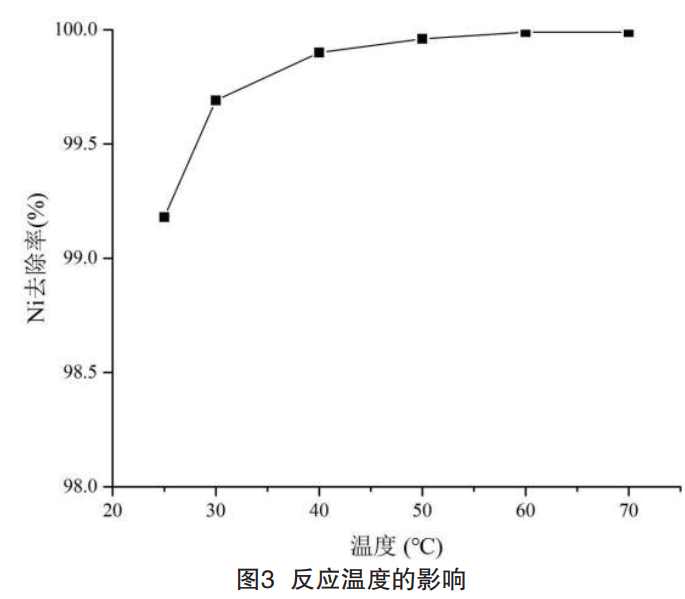
由图3我们可以看出,随着反应温度的提高,镍离子的去除效率随之提高,当温度提高至60℃时,镍离子的去除率随之平缓。反应温度的提高有利于镍离子和氢氧化钠的反应及双氧水的破络作用,在60℃时达到一定的饱和状态。
3 结语
综上所述,通过实验研究可以得出最佳工艺方案为:pH值为11,双氧水用量/ 含镍废水量为3%,反应温度60℃。在此条件下镍离子的去除率达到99.99%。镍离子含量为0.978mg/L,达到国家排放标准(GB8978-1996)。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。





