
电镀废水深度处理工艺
随着电镀行业的不断发展,电镀产品更加趋于多样化,与此同时,生产过程产生的废水成分变得更加复杂,出水 COD 很难达到排放标准,水质波动成为出水水质达标的制约性因素。山东某电镀厂废水 量 约 200 m³ / d,其中含镍废水约占 10% ~15% ,含铬 废 水 约 占 30% ~ 35% ,综合废水约 占50% ~ 60% ,原处理工艺为电解生化法,后期运行中发现出水 COD 不满足排放标准,可生化性也逐渐变差。针对上述问题,电镀厂于 2015 年对原工艺进行改造,在生化单元沉淀池后新增陶瓷膜和反渗透工艺,进一步提升了原有工艺的抗冲击负荷能力与出水水质,以实现废水稳定达标回用。
1 电镀废水处理厂原有工艺
1. 1 原处理工艺
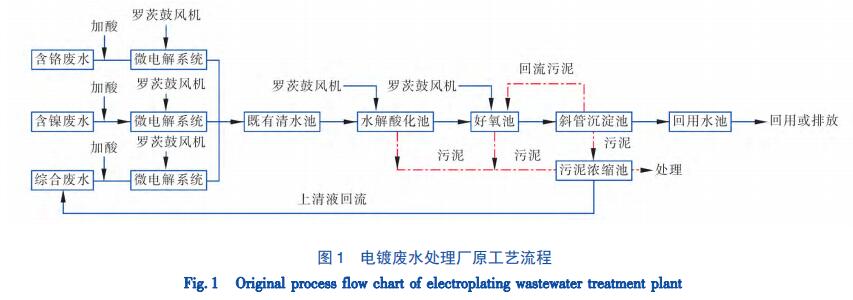
电镀废水主要由含铬废水、含镍废水及综合废水三部分组成,三种废水分别经三座微电解池进行电解,电解后经管道汇至既有清水池调节水量及水质,出水经污水泵提至水解酸化池,再依次通过好氧池、沉淀池等工艺进行处理,出水回用或排放。各工艺产生的污泥进入污泥浓缩池,浓缩池上清液回流至综合废水单元进行再处理。具体工艺流程见图 1。
1. 2 原工艺运行参数
1. 2. 1 微电解系统
电镀废水有机污染物结构稳定,可生化性差。
微电解基于电化学、氧化还原反应、物理吸附及絮凝沉淀的共同作用,可有效去除重金属、COD,降低色度、提高可生化性。
微电解系统由三座填料罐及其配套设备组成,填料罐由原有池体分三格改造而成,地下式,每座填料罐平面尺寸为 3. 2 m × 1. 2 m,深为 8 m,废水经收集后分质由进水管进入电解池,有效水深为 7 m,进水管距池底 0. 5 m,水力停留时间为 1 h。填料罐内置填料支撑设备,支撑板距池底 1. 5 m,支撑板上填有 3 m 的新型铁碳微电解填料。
配套设备由三套自动加酸装置和曝气设备组成,在增强导电性的同时减少了膜表面沉积钝化,曝气盘布置在支撑板下 0. 3 m,曝气采用鼓风机,1 用 1 备,鼓风机风量为 4. 45 m³ /min,风压为 95 kPa,功率为 11 kW。
1. 2. 2 水解酸化池
三座微电解池出水经汇集进入水解酸化池,水解酸化池与好氧池沉淀池合建,半地下式,平面尺寸为 10 m × 6 m,深为 6 m,有效容积为 360 m3,有效水深为 5. 4 m,水力停留时间为 1. 5 h。
配套设备有组合填料、填料支架和曝气设备,组合填料体积为 198 m3 ; 曝气设备采用鼓风机,1 用 1 备,风量为 1. 79m³/min,风压为 58. 8 kPa,功率为 4kW。
1. 2. 3 好氧池、沉淀池
好氧池采用活性污泥法,平面尺寸为 8 m × 6m,深为 6 m,有效容积为 190 m³,有效水深为 5. 2m,水力停留时间为 1. 5 h。设置鼓风机 2 台( 1 用 1 备) ,风量为 3. 92 m³ /min,风压为 58. 8 kPa,功率为7. 5 kW。
沉淀池采用斜管沉淀,斜管面积为 9 m2,尺寸为 3 m × 3 m × 6 m,建于曝气池一角,通过两条溢流堰进水,溢流堰的长度均为 3 m,出水进入回用水池。
1. 3 污水厂原有工艺处理效果
污水厂原工艺进、出水水质见表 1( 电解出水为三种废水电解后混合出水) 。出水水质执行《城市污水回用设计规范》( CECS 61: 94) 中冷却水回用标准。
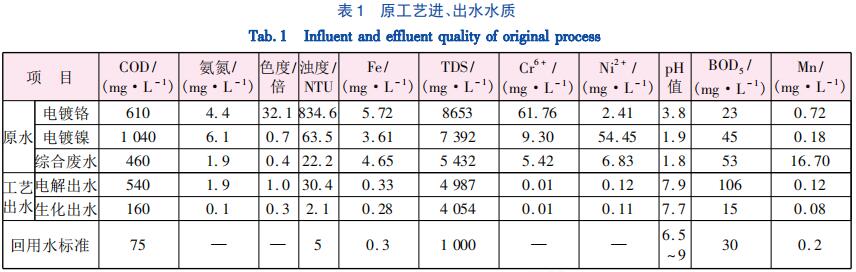
经检测,微电解工艺对重金属的去除效果都非常好,其中 Cr6+ 和 Ni2+ 出水分别低至 0. 01 mg /L 和0. 12 mg /L; Fe 和 Mn 出水分别达到 0. 33 mg /L 和0. 12 mg /L,生化出水分别为 0. 28 mg /L 和 0. 08mg /L,满足设计标准。
电解和生化组合工艺对废水中色度及浊度去除效果较好,电解工艺有效地提高了原水的可生化性,生化工段 COD 去除率达70. 4% ,生化出水中除 COD及 TDS 外,其他指标均满足再生水回用作冷却水的水质标准。
2 污水厂改造工艺
针对废水中难降解有机物及总含盐量过高的情形,考虑用地需求,提出了陶瓷膜 - 反渗透 - MVR蒸发器组合工艺改造方案。
2. 1 污水厂新增工艺流程
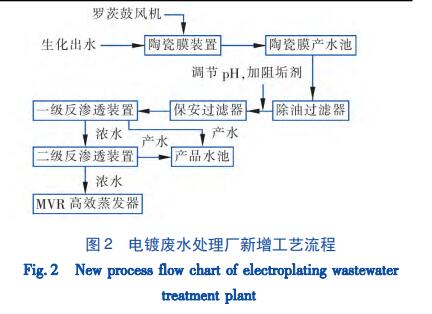
提标改造工艺将原工艺中的回用水池用作陶瓷膜池进行后续处理,在陶瓷膜及反渗透工艺中间设除油过滤器和保安过滤器,保证反渗透工艺正常运行及出水水质,一级反渗透及二级反渗透工艺出水排至新建产品水池,用作循环冷却水或浇洒道路及绿化用水。
采用高效蒸发器对二级反渗透浓水进行蒸发,实现污水处理的零排放。新增深度处理工艺流程见图 2。
2. 2 主要工艺设计参数
2. 2. 1 陶瓷膜装置
废水经前期工艺处理后进入陶瓷膜吸水池,陶瓷膜池尺寸为 6. 6 m × 6 m × 3. 5 m,内置平板陶瓷膜组件,膜面积为 100 ㎡,膜孔径为 100 nm。每天处理水量约 140 m³,过滤后出水进入陶瓷膜 1#出水水池; 陶瓷膜定期进行反洗,反洗周期约为 24 h,每次冲洗时间为 2 min,反冲洗污染物经沉淀富集由排污泵排至污泥池。
2. 2. 2 一级反渗透系统
陶瓷膜产水池水经 RO 进水泵进入除油过滤器,过滤器采用配套式 DN800 玻璃钢过滤器,内置核桃壳滤料,滤后水通过保安过滤器进入一级反渗透系统,保安过滤器正常出水约 5 m³ / h,滤芯过滤精度为 5 μm。一级反渗透装置采用 8040 型 PROC系列反渗透膜,单支膜面积为 37 ㎡,反渗透处理水量为 5 m³ / h,产水量为 3. 75 m³ / h; 反冲洗周期约为4 h,产水进入产品水池,滤后浓水进入浓水箱。
2. 2. 3 二级反渗透系统
二级反渗透对一级反渗透滤后浓水进一步过滤,滤后清水进入产品水池,浓水进高效蒸发器进行蒸发。二级反渗透装置采用 4040 型反渗透膜,处理水量约为 1. 55 m3 / h,产水量为 0. 95 m3 / h,反冲洗周期为 4 h。
2. 3 改造后主要工艺运行效果
稳定运行一段时间后,对陶瓷膜及反渗透工艺出水水质进行检测分析,检测结果如表 2 所示。

检测结果显示: 陶瓷膜出水 COD≤75 mg /L,基本满足冷却回用水标准,陶瓷膜对浊度的去除效果较好,去除率达 85% 以上,可有效提高反渗透膜的进水水质,对减缓反渗透膜污染起到关键作用; 反渗透对 TDS 处理效果显著,去除率为 96. 0% ,出水浓度为 136 mg /L; 整个工艺出水色度、浊度以及 BOD5 基本为零,出水各检测指标均满足冷却回用水标准。
2. 3. 1 陶瓷膜运行效果
利用孔径为 100 nm 的平板陶瓷膜处理电镀废水,对进出水进行 48 h 的实时监测,分析其起始时间到反冲洗刚结束时刻的产水流量、产水压力随时间的变化规律,具体见图 3。
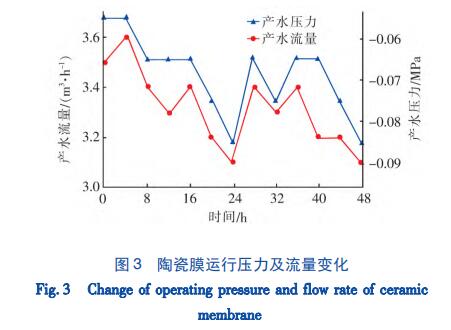
从图 3 可见,产水流量最大值出现在运行一开始,达到了 3. 68 m³ / h,运行 48 h 之后,产水流量降低为 3. 1 m³ / h。在运行过程中,陶瓷膜产水流量整体呈下降趋势,产水压力呈上升趋势,在运行 24 h后,陶瓷膜进行反冲洗,反冲洗后通量基本恢复。
平板陶瓷膜对 COD 的去除效果见图 4。可见陶瓷膜进水 COD 为160 mg /L 左右,出水在70 mg /L左右,去除率稳定在 60% 以上,且在运行过程中,去除率变化不大,说明陶瓷膜对 COD 的去除作用比较明显且稳定,即陶瓷膜在截留有机物质方面效果较好,出水 COD 也已满足电镀循环冷却水回用标准。
2. 3. 2 反渗透运行效果
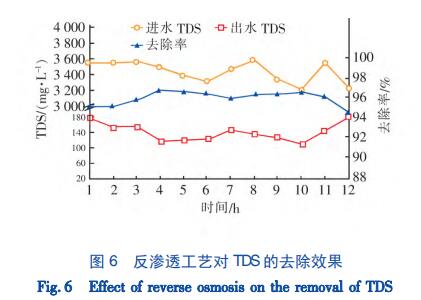
对反渗透工艺连续进行 12 h 监测,分析过膜压差、产水率及 TDS 去除率随时间的变化,具体如图5、6 所示。
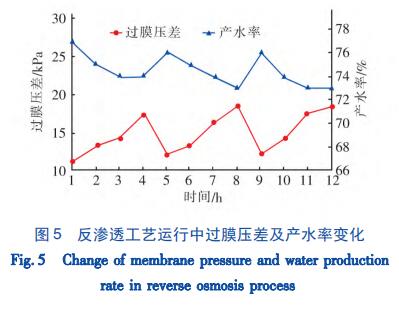
从图 5 可见,过膜压差随时间呈上升趋势,产水率随时间呈下降趋势,且过膜压差与产水率呈相关关系。随着运行时间的延长,产水率逐渐减小,最低时为 73% ,此时需要进行反冲洗。在实际工程中,建议在运行 4 h 后,对反渗透膜进行反冲洗,反冲洗后过膜压差基本恢复,产水率稳定在 75% 以上。
从图 6 可见,反渗透对 TDS 的去除率较高且比较稳定,当进水中 TDS 为 3 400 mg /L 左右时,出水TDS 均降至 180 mg /L 以下,去除率稳定在 94% 以 上。说明反渗透工艺是去除 TDS 的关键。
3 结论
提标改造工程增加了陶瓷膜 - 反渗透深度处理工艺,出水 COD 和 TDS 分别达到 8. 5 mg /L 和 136mg /L,满足冷却水回用标准。改造工艺中陶瓷膜对浊度的去除效果非常显著,出水浊度降至 0. 3 NTU;反渗透对 COD 和 TDS 的去除率都非常高,去除率分别达到 87. 9% 和 96. 0% ; 反渗透浓水经高效蒸发器蒸发,基本实现零排放。此提标改造工艺对电镀污废水的深度处理和零排放具有实际指导意义,同 时,促进了陶瓷膜、反渗透膜及高效蒸发器的推广应用。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。





