
酸奶行业废水处理IC厌氧反应器的应用
1、引言
IC厌氧反应器是荷兰帕克公司在第二代上流式厌氧污泥床反应器(UASB)基础上发展而来的第三代高效厌氧反应器,其构造上显著特点为设有两层三相分离器。近年来,由于IC厌氧反应器具有容积负荷高、占地面积小、能耗低、出水稳定等优点,受到广泛关注及研究。本文以IC厌氧反应器在某酸奶企业中的实际运用为例,详细介绍了该工程的相关设计、运行参数,为今后类似行业废水处理提供参考。
2、项目概况
2.1 项目背景
本项目废水来源为某酸奶企业生产过程中产生的废水。企业现有废水处理站一座,设计处理能力1650t/d,但由于现有AFB厌氧池处理效果不理想,且内部管道堵塞及设备老化,系统一直无法满负荷运行。同时企业出于安全及其它因素考虑,不允许对现有AFB厌氧池进行维修改造,进而拟新增一座IC厌氧罐来弥补现有AFB厌氧池处理能力缺失部分,并对现有后道好氧池改造。
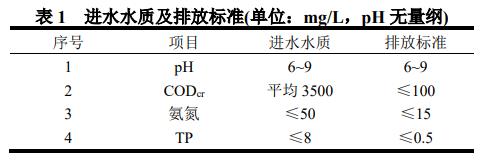
2.2 设计水量、水质及排放标准
本项目设计总规模1650t/d,其中厌氧段:现有AFB厌氧池处理450t/d,新增IC厌氧罐处理1200t/d,出水总排口水质达到《污水综合排放标准》(GB8978-1996)中的一级排放标准(原则上IC厌氧罐出水CODcr≤500mg/L)。具体情况及排放标准见表1。
3、废水处理工艺
本项目废水中的主要污染物为乳蛋白(如酪蛋白、乳清蛋白等)、乳脂肪、乳糖、酸、碱和无机盐类等,其中大部分物质都具有良好的生化性(B/C比值约为0.5),适合进行生物降解。
3.1 工艺流程
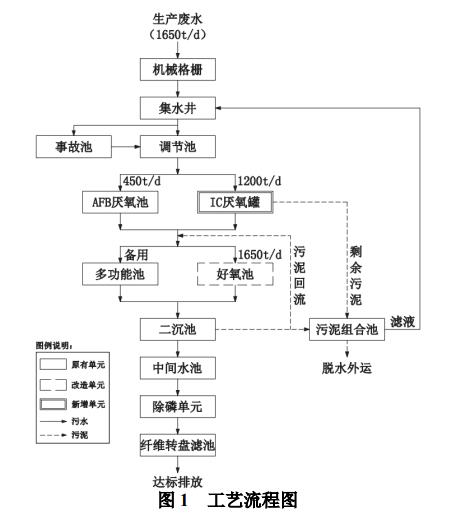
主要流程简述:
(1)车间废水通过重力自流进入集水井后,正常情况下提升至调节池均质处理;若发生车间生产性事故,产生高浓度废水(CODcr>5000mg/L),则提升至事故池,之后再从事故池逐步泵入调节池(CODcr≤2500mg/L)。
(2)调节池废水通过两组提升泵分别提升至现有AFB厌氧池(450t/d)及新增IC厌氧罐(1200t/d)处理后出水均自流进入好氧池(多功能池在好氧池维修改造时使用)。
(3)好氧池出水自流进入二沉池进行泥水分离,上清液自流进入中间水池后,通过提升泵提升至除磷单元进行化学除磷,最后经纤维转盘滤池过滤后达标排放。
3.2 主要设计参数
各功能构筑物主要设计参数如下:
(1)集水池、事故池、调节池:现有,钢砼结构,其中事故池V=344m3;调节池HRT=10.47h,配套提升泵利旧2台,新增2台,Q=65.0m3/h,H=30m,N=11kw;
(2)AFB厌氧池:现有,钢砼结构,16.0×8.0×8.0m,HRT=51.2h,容积负荷1.20kgCOD/m3?d,配套利旧排泥系统、沼气收集系统各1套;
(3)IC厌氧罐:新增,1座,搪瓷拼装,Φ8.40×20.4m,V=1129.98m3,有效水深19.9m,V有=1102.25m3,HRT=22.60h,容积负荷2.71kgCOD/m3?d,设计运行温度35℃,罐体保温采用憎水岩棉≥100mm,外层包0.5mm厚S304。IC厌氧罐配套设备:循环泵2台,1用1备,Q=130m3/h,H=6m,N=3.7kw,配变频器;三相分离器,2层套,PP,配S31603支架;汽水分离器,1套,DN1000,S304;排泥系统、布水系统、收水系统、取样系统,各1套;电磁流量计、PH检测仪、在线温度计,各1套;
(4)好氧池:改造1座(分4格),钢砼结构,16.0×12.0×5.0m,960m3,HRT=12.57h,改造更换Φ215盘式曝气器及576m3组合填料;配套利旧罗茨鼓风机3台;
(5)多功能池:现有,钢砼结构,16.0×16.0×4.1m,HRT=13.41h,配套利旧曝气系统1套;
(6)二沉池:现有,1座,钢砼结构,Ф10.0×5.0m,表面负荷:0.88m3/m2·h,配套利旧出水堰槽、刮泥机、排泥泵;
(7)中间水池、除磷单元、过滤单元:现有,钢砼结构,配套利旧除磷加药装置、纤维滤盘等。
4、运行调试及实际处理效果
4.1 运行调试
对于一个新建的IC反应器来说,启动过程首先是污泥接种,然后经过一定时间的启动调试使反应器达到设计负荷,实现对有机物的去除要求。本次污泥接种采用颗粒污泥与普通絮状污泥相结合的方式,其中接种颗粒污泥150m3(含水率93%),普通絮状污泥500m3(折合到含水率98%)。初次启动IC反应器时,进水COD浓度控制在1000~2500mg/L。由于本项目废水易酸化,在IC反应器启动初期需密切关注pH,控制pH在厌氧最佳的6.7~7.4,温度保持在34~36℃。日常通过观测COD、VFA、pH值三项指标分析反应器内环境状态,控制反应器内COD在600~1000mg/L、VFA在300~600mg/L、出水pH值在6.5~8.5。
4.2 实际处理效果
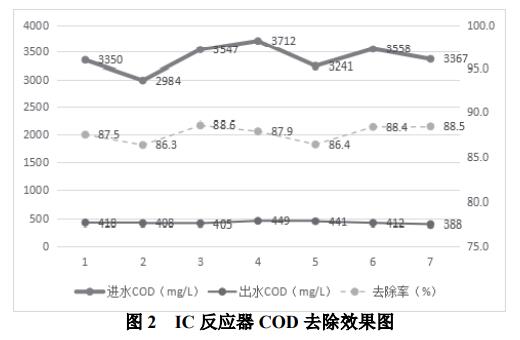
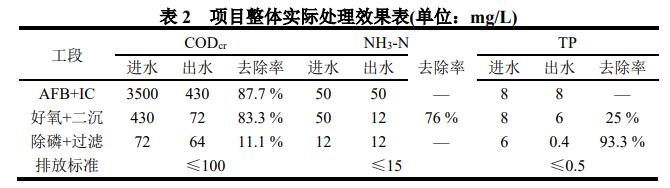
IC反应器启动运行调试3周后,满负荷运行1周COD去除效果见图2,项目整体实际处理效果见表2。
5、结论
本项目采用IC厌氧反应器处理酸奶行业废水取得了良好的效果,其中CODcr去除率85%以上,采用搪瓷拼装作为主体结构,施工周期短;运行调试中采用颗粒污泥与普通絮状污泥相结合的方式可大大缩短调试时间,以迅速达产。综上,采用IC厌氧反应器处理酸奶行业废水值得推广,该项目的成功运行对今后类似工程具有一定的参考意义。
建树环保是一家专注于水污染治理、大气污染治理及环境专用设备制造与销售的建设工程施工企业,建树环保持有环保工程专业承包二级资质和安全生产许可证,为客户从“方案设计”、“工程施工”、“安装调试”、“售后服务”环节提供服务。联系电话:135 5665 1700。 






