炼油污水处理高效低氧一体化生物反应技术
生化系统是污水处理的关键单元,目前国内外成熟的污水生化处理工艺包括传统活性污泥法、氧化沟、SBR(序批式活性污泥法)、生物转盘、MBBR(移动床生物膜反应法)等。某炼油厂生化池采用的是接触氧化工艺,装置运行初期还有一定的氨氮处理能力,但运行到后期氨氮处理能力逐渐降低,导致降解氨氮的任务落在了BAF单元,由于BAF是生物滤池,属于深度处理单元,其降解氨氮的效率比较低,要达到排放标准,只能在低负荷下运行,随着环保标准的不断提升,现有污水处理工艺很难达到污水水质排放标准,需要综合考虑采用既合理又高效经济的处理工艺。
本文对接触氧化工艺处理能力低的原因进行分析,并对改造后的高效低氧一体化生物反应工艺运行情况进行浅析,为同行业污水处理提供参考依据。
1、接触氧化池工艺原理
接触氧化工艺主要是通过附着在载体填料上的微生物的生长繁殖,形成膜状活性生物污泥——生物膜,利用生物膜降解污水中的COD、氨氮、总氮等有机污染物质,生物膜外部为好氧层,内部为厌氧层(见图1),降解氨氮的硝化菌生长在好氧层中。
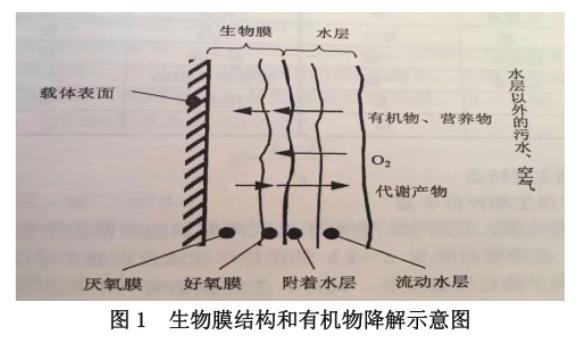
由于流动水层比附着水层中的有机物浓度高,有机物的浓度梯度和水流的紊动扩散作用可使有机物、营养物和溶解氧进入附着水层,并进一步扩散到生物膜中,有机物被生物膜吸附、吸收和降解。微生物在分解有机物的过程中,自身也进行合成,不断增殖,使生物膜的厚度增加。传递进入生物膜的溶解氧很快被生物膜表层的好氧微生物所消耗,使得生物膜内层形成以厌氧微生物为主的厌氧膜。当生物膜厚度不大时,好氧膜与厌氧膜之间可以维持平衡关系,厌氧膜产生的代谢产物通过好氧膜,可被进一步降解去除。但当厌氧膜的厚度不断加大,厌氧的代谢产物增多,气态物质不断逸出,使得生物膜老化脱落,在脱落的位置上随后又长出新的生物膜。生物膜的更新与脱落过程不断循环进行。
2、接触氧化池氨氮处理能力低的原因分析
接触氧化池生物膜上附着生长的生物量少,适用于处理负荷较低的污水,一般设置在污水处理工艺后端,作为水质达标的保障。而某炼油厂将其作为主要的生物处理单元,承担的水质处理负荷大,但其生物膜更新度达不到高负荷的水质要求,生物膜结球无法脱落(见图2),膜内部形成了厌氧区,而好氧的硝化菌附着空间小,不断流失,最终导致生化池硝化反应差、氨氮处理能力低。经过分析判断,接触氧化工艺不能满足现有污水处理要求。

3、实施工艺改造
在分析了接触氧化工艺不适用于某炼油厂污水生化处理的原因后,为了尽快解决污水氨氮降解问题,经过考察以及邀请污水处理专家现场调研,决定将接触氧化工艺改为高效低氧一体化生物反应工艺。
3.1 高效低氧一体化生物反应工艺原理
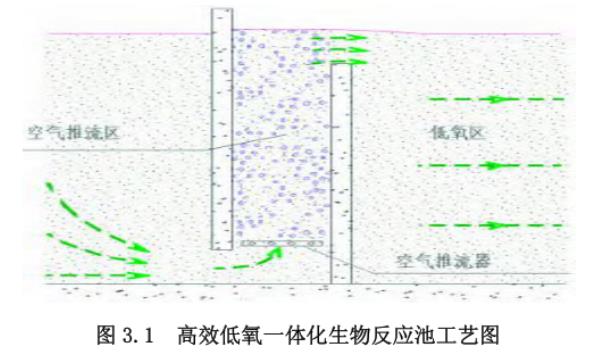
生化缺氧池废水自流进入空气推流区前端,空气推流区设置有高效的空气推流器,利用空气作为推动力,结合水力循环,在生化池内控制几十倍甚至上百倍的混合液内循环,进水与大比倍回流的混合液(已处理的废水,回流动力源为鼓风机提供的空气)迅速混合均匀,进入低氧曝气区进行处理(见图3.1)。通过控制生化池中的溶解氧,使系统可控的污泥浓度增高,微生物数量增大,利用微生物完成对COD、氨氮、总氮等有机污染物的降解,生物反应处理之后的污水进入二沉池进行泥水分离。
3.2 高效低氧一体化生物反应工艺特点
高效低氧一体化生物反应工艺主要有四个基本特点:
(1)在较高浓度的活性污泥中,培养尽可能多、生长速度慢的特殊菌种,来降解污水中难降解的有机污染物。
(2)进行大比倍循环稀释,并在每个循环过程中处理尽可能少的有机污染物,同时使进水与出水的浓度梯度尽可能达到最小,处理难度最低。
(3)通过控制生化池在低氧(≤0.5mg/L)环境下运行,在去除COD的同时,在单一池体内实现同步脱氮,简化系统运行,既实现良好的脱氮效果,又能降低鼓风能耗,实现节能降耗和良好处理效果的双赢。
(4)由于微生物菌群和特性的改变,以及水力结构和快速澄清系统的特性,使得生化池中活性污泥浓度均匀稳定在较高水平上。
3.3 改造内容
利用原有生化池池体,拆除接触氧化池生物膜、载体及池底曝气头,将其改为两间高效低氧一体化生物反应池。每间高效低氧一体化生物反应池尺寸为37.5m×9.4m×6.1m,有效水深5m,分为生物选择区、空气推流区、低氧曝气区三个区域。
3.4 改造过程
本次改造是边生产边改造,为了不影响污水处理装置的正常运行,采用单间运行单间改造,分两个阶段进行,第一阶段改造2#池,运行1#池。第二阶段改造1#池,运行改造后的2#池。
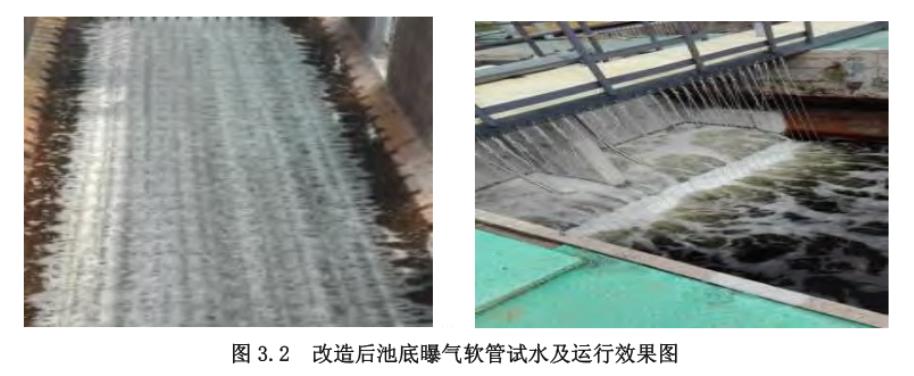
每阶段改造完成后,利用运行生化池剩余活性污泥进行调试。调试期间(见图3.2),每天对生化池微生物进行取样镜检,观察微生物生长情况,做污泥沉降比,并结合污泥浓度的化验分析数据,控制生化池的排泥量及系统溶解氧,各间池调试一个月后,均达到全负荷运行,且大大改观了氨氮和总氮的处理效果。
4、生化池改造前后效果比对
污水场生化池实施了高效低氧一体化生物反应工艺改造后,装置降解氨氮和总氮的能力大大提高,效果非常显著。生化池出水氨氮由改造前的16.24mg/L(平均值)降低到改造后的0.49mg/L(平均值),降解能力提高了97%(见图4.1),总氮由改造前的27.15mg/L(平均值)降低到改造后的16.23mg/L(平均值),降解能力提高了40%(见图4.2)。


5、效益情况
5.1 直接经济效益
高效低氧一体化生物反应工艺平稳运行后,将生化系统的溶解氧控制在0.5mg/L以下,同时恢复硝化液回流,停止给反硝化滤池投加碳源。
(1)药剂费
原污水装置反硝化滤池每月平均投加乙酸钠约3t,用以去除总氮,现在停止投加,乙酸钠单价按照5500元/t计算,每年可节约药剂费用为:5500*3*12=19.8万元;
(2)鼓风机电费
使用高效低氧一体化生物反应池前,鼓风机电流为210A,使用后控制低溶解氧,鼓风量降低,鼓风机电流为160A,每度电单价按0.5元计算,每年鼓风机可节约电费为:
(210-160)*380=1000*24*30*0.5*12=8.2万元;
实施改造后,污水处理装置每年可节约费用为:19.8+8.2=28万元
5.2 环保效益
污水处理装置实施高效低氧一体化生物反应工艺后,大大提高了氨氮、总氮等有机污染物的降解能力,减少了污染物的排放量,改善了职工和群众的工作、生活环境,为周边生态环境的保护作出了应有的贡献。
6、结束语
(1)通过实施高效低氧一体化生物反应工艺,有效提高了污水装置的整体处理能力,确保了污水装置稳定运行,使外排水质稳定满足污水排放标准。
(2)该工艺可控制生化池在低氧环境下运行,降低鼓风机能耗,同时硝化液回流稳定,降低了碳源(乙酸钠)的补充,达到节能降耗的目的。
(3)该工艺可在污水处理装置高负荷状态下运行,实现在单一池体内同步脱氮,既满足良好的脱氮效果,同时又简化系统运行,在同行业污水处理工艺中,具有很好的推广意义。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。