
养殖废水处理厌氧+SBR+A/O+MBR技术
某县新建繁育基地总投资为10500万元,总占地面积约8hm(2120亩),总建筑面积47054m2,项目建成投产后常年存栏母猪6000头,年出栏约11万头仔猪。畜禽养殖废水具有COD、SS、NH3-N、TP等污染物浓度高且C/N低的特点。养殖废水处理站作为繁育基地配套工程,按300m3/d处理规模设计。
1、养殖废水的水量与水质
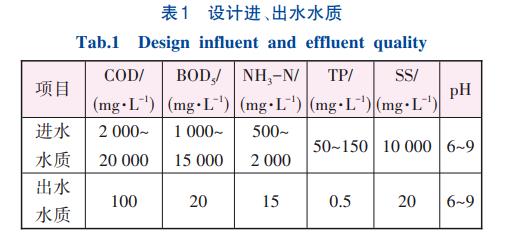
本项目养殖废水主要为母猪尿液、猪舍冲洗污水、基地生活污水等,其中冲洗水为间歇水源。畜禽废水的产生与养殖种类、品种、性别、生长期、饲料天气条件等因素有关,不同方式的清粪工艺对废水排放影响很大。本项目为尿泡粪方式的养殖场,根据同类型项目母猪产生废水量约40L/(头·d),再加上猪舍冲洗及其他未预见废水量,确定养殖废水处理规模按300m3/d设计。尾水虽排至农灌渠,但附近400m范围内有村民,建设单位要求废水排放执行《污水综合排放标准》(GB8978—1996)的一级标准,尾水排至西侧农灌渠,用于水田作物补水。设计进、出水水质见表1。
2、养殖废水处理工艺流程
根据养殖废水水量、水质特点和处理要求,确定本项目主要工艺流程(见图1)

①预处理。
猪舍产生的废水通过管网排放到收集池,在管网前端设置人工格栅去除较大杂物。在收集池内设置搅拌机,充分搅拌防止粪渣沉淀,收集池内的废水通过水泵提升至固液分离机,分离出的粪渣进入堆肥车间,出水在正常情况下进入调节池(当水质出现异常情况如猪舍消毒时,手动控制阀门进入应急池,应急池内的废水通过泵少量均匀提升至调节池),调节池底设置穿孔曝气管,养殖废水在调节池内进行充分曝气和水质水量调节;分离机挤压废水含渣量高,回流至收集池进行再一次固液分离。调节池内的养殖废水通过污水泵提升至一级混凝、絮凝池。
②厌氧系统。
预处理出水进入一级混凝、絮凝池,向池中投加混凝剂与絮凝剂,使得细小SS絮体形成大颗粒的矾花,达到重力沉淀的目的,既减轻后续生化系统负荷,又有除磷功能。经加药反应后废水进入一级混凝初沉池进一步泥水分离,上清液直流进入厌氧池,在厌氧池内设置搅拌机使微生物和废水充分混合,提高微生物的活性,废水在厌氧池内降解大部分有机物并生成沼气,厌氧反应将难降解的大分子有机物降解为小分子有机物,以利于后续生化处理。厌氧池出水自流进入厌氧沉淀池,沉淀的厌氧污泥回流到厌氧池,固液分离后的上清液自流进入一级中间水池,一级中间水池出水通过泵定时定量送入SBR池。
③SBR+A/O+MBR系统。
污水间歇式进入每个SBR反应池,即经过进水、反应、沉淀、排放和闲置5个工序。反应池每个周期进水2h,边进水边曝气,每个周期8h,一般曝气2h、静止1h、曝气2h、沉淀1.5h、排水1h、闲置0.5h,每天3个周期;SBR为本设计的关键工艺,经过SBR处理后废水中绝大部分有机物已被降解。SBR池出水自流进入二级中间水池,二级中间水池出水通过泵送入缺氧池,在反硝化菌的作用下去除亚硝态氮;缺氧池内设有搅拌装置,保证池内污泥与废水充分混合;缺氧池出水进入O池,在O池内进行曝气,将氨氮转化为硝态氮;O池设硝化液回流泵,将部分硝化液回流至缺氧池,利用硝化反硝化作用,提高系统脱氮效果,O池内设三相分离器,对混合液进行泥水分离;分离后上清液自流进入内置式MBR,MBR产水进入二级混凝、絮凝池。
④深度处理。
在二级混凝、絮凝池内投加混凝剂、絮凝剂,池内设桨式搅拌机,废水充分反应后进入二级混凝沉淀池,去除总磷。沉淀池上清液进入人工生态塘,生态塘出水进入消毒池,
在消毒池内投加NaClO进行消毒,去除大肠菌群等致病菌,尾水达标排放。
⑤污泥处理。
废水处理过程中产生的污泥排入污泥池,通过提升泵将污泥提升到叠螺机进行脱水,干泥进入堆肥车间,与粪渣混合后作为粪肥使用。
⑥沼气处理与收集。
厌氧池内产生的沼气,通过管道收集至脱水、脱硫罐完成脱水、脱硫后进入双膜气柜。气柜内沼气用于锅炉烧水,供站内员工使用。
3、主要处理构筑物和设备
①收集池(含人工格栅)。
采用全地下式钢筋混凝土结构,V有效=300m3,1座。池内设人工格栅1台,SS304材质,栅隙10mm;设电极式液位计,2台(1用1备)提升泵,通过液位控制器实现提升泵的自动控制;设2台潜水搅拌机,防止粪渣沉淀。
②固液分离平台。
设置2台处理能力为40m³/h的固液分离机,采用振动斜筛式,固液分离机出水流入调节池或应急池,挤压废水排至收集池,分离出来的粪渣用于制作肥料外售给专业公司。
③调节池、应急池、一级中间水池。
采用黑膜地下结构形式。调节池1座,V有效=875m3,设有1台液位计、1套穿孔曝气管和2台(1用1备)污水潜水泵,通过液位计来控制提升泵的开启。应急池1座,V有效=875m3,设有1台液位计、1套穿孔曝气管和2台(1用1备)污水潜水泵,通过液位计来控制提升泵的开启。一级中间水池1座,V有效=472m3,设有1台液位计、1套穿孔曝气管和2台(1用1备)污水潜水泵,通过液位计来控制提升泵的开启。
④一级混凝初沉池(含一级混凝池、一级絮凝池、一级混凝初沉池)。
采用全地上式钢筋混凝土结构。一级混凝池V有效=5.52m³,反应时间为26min,设桨式搅拌机1台;絮凝池V有效=5.52m³,反应时间为26min,设置桨式搅拌机1台;一级混凝初沉池有效水深为2.5m,表面负荷为1.0m³/(m²·h);采用机械排泥,设2台立式污泥泵,每天排泥一次,每次30min。污泥排至污泥池。
⑤组合池(含厌氧池、厌氧沉淀池、SBR池、A池、O池、MBR池、产水池、二级混凝池、二级絮凝池、二级混凝沉淀池)。
采用半地下式钢筋混凝土结构。厌氧池V有效=796m3,有效水深为6.5m,水力停留时间为2.65d,设4台潜水搅拌机,使微生物和废水充分混合,提高废水的可生化性。厌氧沉淀池有效水深为3.5m,表面负荷为0.67m³/(m²·h),设有2台污泥回流泵,污泥一部分回流至厌氧池,实现内部循环,一部分定时排放至污泥池进行处理。SBR池分为4格,每格V有效=310m3,有效水深为6.2m,停留时间为1.03d,每格设1套曝气装置,间歇运行,设置排泥泵,定时排泥至污泥池。A池V有效=525.2m3,有效水深为5.2m,停留时间为1.75d,设2台潜水搅拌机,促进反硝化反应,降解有机物。O池V有效=109.2m3,有效水深为5.2m,停留时间为8.7h,设1套曝气装置和三相分离器。MBR池V有效=66.2m3,停留时间为5.3h,内置PVDF膜2套,膜面积1500m2,膜通量为8.3L/(m2·h),产水泵2台,MBR反洗泵2台。产水池V有效=14.56m3,有效水深为5.2m,停留时间为1.16h。二级混凝池V有效=4.1m3,有效水深为5.2m,反应时间为20min。二级絮凝池V有效=4.1m3,有效水深为5.2m,反应时间为20min;二级混凝沉淀池表面负荷为0.67m³/(m²·h);消毒池V有效=9.7m3,有效水深为4.85m,停留时间为46.8min。
⑥二级中间水池。
采用半地下式钢筋混凝土结构,V有效=46m3,停留时间为3.0h,设浮球液位计,距池底1.0m为低液位,控制提升泵停止。
⑦生态塘。
2座,总容积为4020m³,停留时间20d,黑膜结构。一级、二级生态塘内设增氧气泵2台,生态浮岛8个(每500m2设置1个浮岛)。
⑧污泥脱水系统
系统污泥主要产自一级混凝初沉池、厌氧沉淀池、SBR池、MBR池和二级混凝沉淀池。这些污泥定期排至污泥池,V有效=350m3,采用黑膜地下结构形式,设有1台液位计和2台(1用1备)污泥潜水泵,通过液位计来控制泵的开启,污泥被提升至叠螺机进行脱水处理。设置1台处理能力为120kg/h的叠螺脱水机,不锈钢SS304材质,并向污泥中添加适量的絮凝剂以提高固液分离效果,配药罐和加药罐V有效=2.00m³,阳离子PAM配制浓度为0.25%,投加量为300L/h,污泥脱水产生的清液回到调节池重新处理,污泥含水率约为80%,分离出来的污泥与粪渣混合,用于制作肥料,销售给专业公司。
⑨沼气净化及储存系统
设置沼气净化及储存设施1套,包括压力控制系统、储存装置、脱水脱硫净化系统和冷凝器。储气柜V有效=100m3,气柜内沼气用于锅炉烧水,供站内员工使用。
⑩臭气系统
臭气来源主要为调节池、应急池、中间水池和厌氧池。配套臭气收集输送系统,通过引风机将臭气送至臭气处理系统,喷淋塔规格Ø1200mm×3500mm,引风机风量5000m3/h,全压1.5kPa。
4、工程应用效果及运行成本分析
该养殖废水处理站自2021年6月正式投产运行以来,处理水量为200~250m3/d,出水pH维持在6.5~8.5,出水水质优于设计要求。各处理单元的水质情况如表2所示。

该工程投产半年以来,平均处理水量约250m3/d,运行成本主要包括人工费、电费、药剂费、污泥处置费、设备维修与折旧费。
①人工费:废水处理站定员3人,工资按5000元(/月·人)计,人工费为2.0元/m3;
②电费:耗电量为1325.98kW·h,电价为0.6元(/kW·h),平均电费为3.18元/m3;
③药剂费:药剂包括次氯酸钠、碳酸钠、阴离子PAM、PAC、阳离子PAM等,平均药剂费为5.1元/m3;
④污泥处置费:干污泥和干粪混合后堆肥发酵作为粪肥外售,无污泥处置费用;
⑤设备维修与折旧费:由于本项目运行仅半年,暂未产生该费用。综上,总运行费用为10.28元/m3。
5、结论和建议
①采用“预处理+一级混凝沉淀+厌氧系统+SBR+A/O+MBR+二级混凝沉淀+生态塘+消毒”工艺处理繁育基地养殖废水,出水水质优于《污水综合排放标准》(GB8978—1996)的一级标准。
②原设计采用人工格栅,实际运行过程中母猪场原水中杂物较多,清理工作量较大,建议设计采用机械格栅+人工格栅组合形式。
③养殖废水含固率较高,实际进水SS高于设计水质,导致收集池选用的搅拌机功率不够,建议设计收集池的搅拌功率≥25W/m3;调节池采用黑膜形式,没有设置搅拌装置,建议设计采用钢筋混凝土形式,并设置搅拌机。
④应急池和污泥池共用1台风机,现场风量很难控制,建议单独设计曝气风机。
⑤运行过程中发现TP容易超标,一级混凝初沉池表面水力负荷为1.0m³/(m²·h),现场处理效果不佳,建议表面水力负荷按0.5m³/(m²·h)设计。
⑥固液分离机与堆肥车间分开设置,需要二次转动,不利于运营,建议固液分离机直接设在堆肥车间。
建树环保是一家专注于水污染治理、大气污染治理及环境专用设备制造与销售的建设工程施工企业,建树环保持有环保工程专业承包二级资质和安全生产许可证,为客户从“方案设计”、“工程施工”、“安装调试”、“售后服务”环节提供服务。联系电话:135 5665 1700。 






