
豉香型白酒废水厌氧氨氧化处理技术
因规划调整,某豉香型白酒厂原污水处理设施须进行迁改;另外,原处理设施采用多级AO工艺,存在处理成本高、占地面积大等问题。考虑到厌氧氨氧化工艺具有减少约60%供氧量、90%以上碳源、约85%的污泥等优点,该项目拟采用预处理+UABR+厌氧/好氧(AO)+厌氧氨氧化+好氧(O)+高效沉淀处理工艺,以较小的占地面积和较低的运行成本使出水水质达到《发酵酒精和白酒工业水污染物排放标准》(GB27631—2011)中表2间接排放限值和广东省地方标准《水污染物排放限值》(DB44/26—2001)第二时段三级标准两者中较严值。
1、工艺路线论证
1.1 废水水量和水质
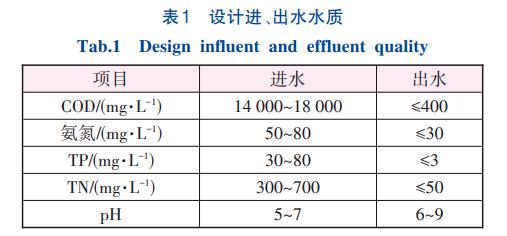
豉香型白酒以大米为原料,经过洗米、蒸煮等工序处理,采用边糖化边酿造的模式,其中“肉埕陈酿”工艺会产生含油脂废水,因此需先去除油脂,再引入调节池。设计废水处理量为500m³/d,设计进、出水水质见表1。
1.2 工艺流程
豉香型白酒废水含有丰富的低碳醇、有机酸、醛、酯等有机物,可生化性好,氮含量高;其中“肉埕陈酿”工艺含有油脂,易导致微生物生长停滞和死亡。针对上述水质特点,制定了废水处理工艺路线(见图1)。
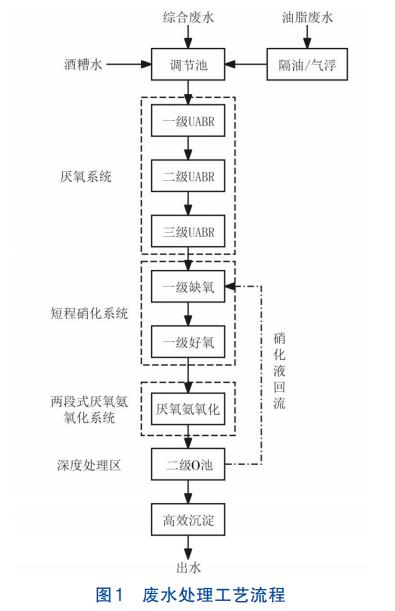
针对此废水,设计隔油池和气浮机去除油脂、大部分悬浮物、胶体等,避免对生化系统造成冲击。厌氧系统将大分子有机物分解为小分子有机物、可溶性单体等,产生甲烷气体,同时可将有机氮转化为氨氮。短程硝化系统的一级缺氧反硝化池为一级好氧池补充碱度,一级好氧池实现短程硝化,积累亚硝酸盐。厌氧氨氧化系统以氨氮和亚硝酸盐为底物产生氮气,实现高效脱氮。深度处理系统的二级O池采用低曝气量,使池内发生同步硝化反硝化,结合排泥实现深度脱氮除磷。
其中,UABR是在ABR基础上自主研发的一种厌氧反应器。该项目UABR共三级,分为3个池体,每个池体内部设有三相分离器取表层水,通过管道流入下级底部,三相分离器内部反射板的污泥积累到一定程度后通过下方排泥孔回流至本级池体内部。同时,厌氧系统设计有涡流式布水系统,水箱布设在池体上部,通过水泵将池中部水输送至水箱,待水位达到一定高度后,利用虹吸原理将水输送至底部涡流布水器。该系统解决了传统潜水搅拌机、推流器存在的泥水混合能耗高、易产生死角、底部积泥、泥水无法充分接触反应等问题,从而形成高效的污泥膨胀床。
1.3 主要构筑物及设计运行参数
①预处理系统
隔油池和气浮机采用碳钢结构,设计处理量为60m3/d,结构尺寸分别为3.0m×1.6m×2.5m、4.0m×2.5m×2.5m,有效水深2m。隔油池收集的油脂可售卖给下游单位。
②厌氧系统
采用钢筋混凝土结构,分为一级UABR(水解酸化)、二级UABR(甲烷化)、三级UABR(深度厌氧区),结构尺寸分别为15.0m×8.0m×7.5m、15.0m×16.0m×7.5m、14.0m×8.0m×7.5m,有效水深为6.5m,HRT分别为36、72和34h,MLSS约8000mg/L。一级和三级UABR接种周边城镇污水处理厂厌氧系统和本酒厂二沉池的混合污泥,混合比例约3∶1。二级UABR接种某酒厂厌氧颗粒污泥启动。主要设备有三相分离器、进水泵、污泥收集泵、涡流式布水器等。运行控制参数:pH为5~8、温度为30~35℃、ORP为-300~-200mV。
③短程硝化系统
短程硝化系统包含一级缺氧和好氧池,一级缺氧池进一步降低COD、降低C/N比,一级好氧池积累亚硝酸盐。采用钢筋混凝土结构,一级缺氧和好氧池结构尺寸分别为5.0m×8.0m×7.5m、9.5m×8.0m×7.5m,有效水深为6.5m,HRT分别为12、24h,MLSS约6000mg/L。接种某酒厂二沉池污泥。缺氧池控制指标:pH为6.5~7.5、ORP为-100~100mV、温度为20~30℃;好氧池控制指标:DO为0.01~0.5mg/L、ORP为-50~100mV、pH为6.5~8.5、温度为25~35℃,实现短程硝化。主要设备有三相分离器(缺氧池)、涡流式布水器、可拆卸式微孔曝气器、污泥收集泵、鼓风机等。
④厌氧氨氧化系统
采用钢筋混凝土构筑物,结构尺寸为9.0m×8.0m×7.5m,有效水深为6.5m,HRT为25h,设计水温为30~35℃,pH为7.5~8.5,MLSS约7000mg/L。当pH较低时需适当补充碱度。主要设备有涡流式布水器、三相分离器、污泥收集泵。运行控制参数:pH为6.5~8.5、温度为30~35℃、ORP为-100~100mV。
⑤深度处理系统
采用钢筋混凝土构筑物,结构尺寸为8.0m×8.0m×7.5m,有效水深为6.5m,HRT为20h,MLSS约6000mg/L。接种某酒厂二沉池污泥,硝化液回流至一级缺氧池。主要设备有涡流式布水器、可拆卸式微孔曝气器、污泥收集泵、鼓风机和硝化液回流泵等。运行控制参数:pH为7.5~8.5、温度为25~35℃、ORP为-100~150mV、DO为0.1~0.4mg/L。
⑥高效沉淀系统
高效沉淀区底部采用倒锥形,便于污泥收集和排放。采用钢筋混凝土结构,设计尺寸为Ø7.0m×4.5m,有效水深为3.9m,HRT为6h。设混凝和絮凝工作区,当二级O池出水总磷偏高时,此区启动应急系统,采用化学除磷,确保出水达标。主要设备有污泥收集泵、加药泵等。
⑦剩余污泥处理系统
污泥收集、储存在污泥浓缩池内,而后通过污泥泵运送至板框压滤机进行脱水,滤液回流至污水处理系统,泥饼则送至电厂焚烧处理。
1.4 短程硝化控制
短程硝化阶段利用氨氧化细菌(AOB)将氨氮转化为亚硝态氮,抑制亚硝酸盐氧化细菌(NOB)将亚硝态氮转化为硝态氮。由于两者对生长环境要求不同,需将参数调控在适宜AOB生长的范围。调控参数:DO为0.01~0.5mg/L、C/N<2、pH为6.5~7.5,在此环境条件下,短程硝化系统中无充足碳源及溶解氧供异养好氧菌生长,避免了异养好氧菌与AOB竞争;因游离氨≥150mg/L会抑制AOB生长,游离氨≥1mg/L会抑制NOB生长,为此需严格控制此系统进水氨氮浓度为500~800mg/L;同时,结合系统排泥,将污泥龄控制在15~25d,逐渐淘汰NOB,使AOB成为优势菌,实现短程硝化。另外,该系统的在线监测探头与控制系统相连,通过调控曝气、加药系统等实现对短程硝化的精准控制。
1.5 厌氧氨氧化调试
厌氧氨氧化系统接种凡星生物厌氧氨氧化颗粒污泥,污泥浓度约7000mg/L。以配水(COD为300mg/L、氨氮为250mg/L、亚硝态氮为10mg/L、碱度为1750mg/L)方式进行初期启动,现场检测COD、氨氮、总氮、亚硝态氮等指标,必要时适量添加Ca、Mg、Cu、Fe等金属的单质或离子提高厌氧氨氧化菌的活性,促进菌群的多样性。而后,进水氨氮浓度一直维持在250mg/L左右,亚硝态氮浓度以10mg/L为梯度逐步提高至250mg/L,当池体内亚硝酸盐浓度<30mg/L,证明系统启动成功。需注意,任何时间池内亚硝态氮浓度不得超过100mg/L,否则会完全抑制厌氧氨氧化菌种活性。
启动成功后,逐步替换短程硝化出水进行驯化培养,替换比例依次为25%、50%、75%和100%。该过程需注意控制进水流速和水量,其他指标与启动检测相同。当池内亚硝态氮浓度<30mg/L,证明系统调试成功。
2、运行效果及分析
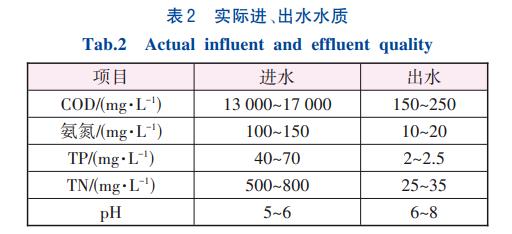
经试验验证,系统稳定运行半年后的进、出水水质见表2,其中氨氮偏差是由于酒糟水产量减少,导致停留时间较长,发生厌氧反应使部分有机氮转化为氨氮,此时氨氮虽超过设计值,但不影响系统运行。
各处理单元实际处理效果见表3。
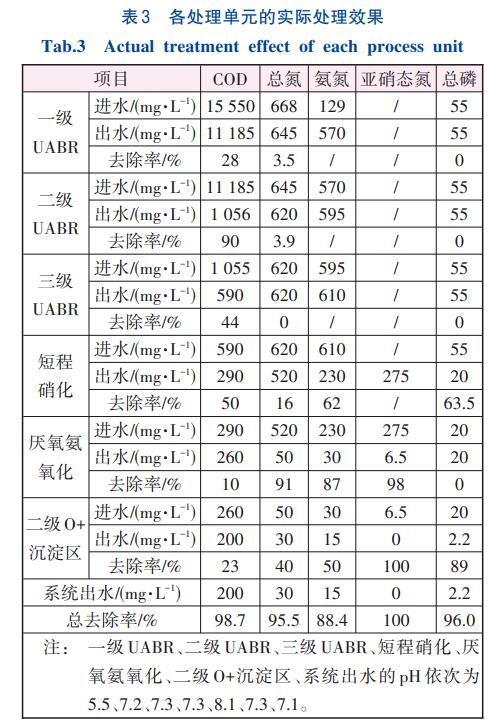
厌氧系统可将进水中97%的有机氮转化为氨氮,COD去除率约96%,C/N比值基本维持在0.95,有效提高了短程硝化效率,减少了曝气量。一、二和三级厌氧系统的容积负荷分别为10.51、4.09和0.78kgCOD/(m3·d),其中,二级厌氧系统的COD去除率高达90%,去除负荷为3.5kgCOD/(m3·d)。一、二和三级厌氧系统的氨氮转化率分别为81.8%、33.33%和60%。
短程硝化系统总氮、氨氮和总磷去除率分别约16%、62%和63.5%,去除负荷分别为0.07kgN/(m³·d)、0.26kgNH3-N/(m³·d)和0.02kgP/(m³·d),该系统反硝化使COD去除率高达50%。短程硝化系统在低DO条件下实现亚硝酸盐积累,硝酸盐氮含量低于10mg/L,亚硝酸盐积累率高达96.5%,亚硝态氮与氨氮比值为1.20,与厌氧氨氧化理论值(1.30)接近;另外,该系统通过定期排泥控制污泥浓度,达到去除总磷的效果。厌氧氨氧化系统的总氮和氨氮去除率分别约91%和87%,去除负荷分别为0.53kgN/(m³·d)和0.22kgNH3-N/(m³·d)。
二级O池的总氮、氨氮和总磷去除率分别约40%、50%和88.5%,去除负荷分别为0.07kgN/(m³·d)、0.02kgNH3-N/(m³·d)和0.02kgP/(m³·d)。二级O池通过定期排泥除磷,采用石灰水沉淀区将pH提升至9.5,再投加新型除磷剂(主要含硫酸铁、氯化铁等)调节pH至7.0,通过与磷形成沉淀去除总磷,其泛用性和稳定性较强。该组合工艺处理出水COD、总氮、氨氮和总磷分别维持在200、30、15和2.2mg/L,远低于设计排放标准,满足环保要求。
3、技术经济分析
该项目投资费用为3000万元,其中直接工程费用约2720万元。运行成本为5.61元/m3,其中,电费2.2元/m3、药剂费2.01元/m3、人工费1.4元/m3。
4、结论
采用预处理+UASB+厌氧/好氧(A/O)+厌氧氨氧化+好氧(O)+高效沉淀组合工艺处理豉香型白酒废水,UABR厌氧系统能够将有机氮转化为氨氮,转化率高达97%,COD去除率高达96%,为后续处理奠定了良好基础。厌氧氨氧化系统的总氮和氨氮去除率分别为91%和87%,去除负荷分别达到0.53kgN/(m³·d)和0.22kgNH3-N/(m³·d)。该项目出水水质满足排放要求,豉香型白酒废水处理成本低至5.61元/m3。
建树环保是一家专注于水污染治理、大气污染治理及环境专用设备制造与销售的建设工程施工企业,建树环保持有环保工程专业承包二级资质和安全生产许可证,为客户从“方案设计”、“工程施工”、“安装调试”、“售后服务”环节提供服务。联系电话:135 5665 1700。 






