
煤制甲醇生产废水处理技术
宁夏某煤化工企业以焦炭为原料,通过固定床加压气化技术生产粗煤气,再经变换、净化、合成、精馏等工艺制甲醇。该项目的生产废水钙硬度高、氨氮高、总氮高、悬浮物高、碳氮比低、水质波动大。目前针对煤制甲醇废水的高氨氮、低碳氮比难题,采用SBR为主体的生化处理工艺予以解决的研究及工程案例较多,但以A2/O2工艺为主体处理煤制甲醇废水的案例尚少。煤制甲醇废水中的高硬度,一方面会使生化段中的填料结垢,进而影响其挂膜效果;另一方面会使微孔曝气器结垢、堵塞微孔,进而降低曝气释放效率,而综合考虑该问题的煤制甲醇废水处理工艺尚少。
1、设计水量及进、出水水质
该企业煤制甲醇生产废水包括气化废水、低温甲醇洗废水、设备冲洗废水、生活污水、初期雨水及废碱液。各股废水水质及水量见表1。

该工程设计处理规模为450m3/h,设计进水水质见表2。

废水经过处理后进入中水回用装置,再经预处理+一级反渗透+浓水反渗透处理后回用,设计回收率>85%。
设计出水水质见表3。

2、工艺设计
2.1 工艺流程
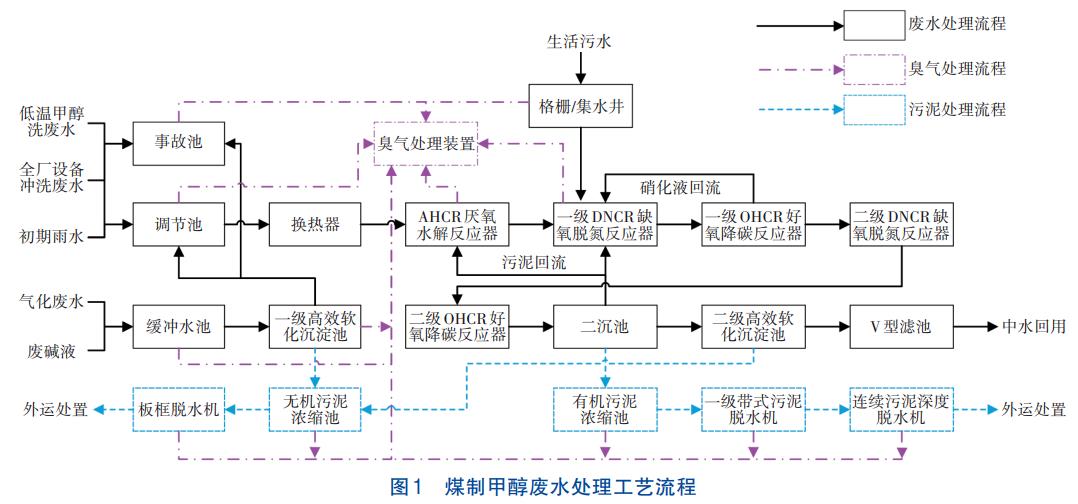
该工程采用一级高效软化沉淀池/QWSTN强化生物脱氮降碳反应器/二沉池/二级高效软化沉淀池/V型滤池为主体的处理工艺。气化废水和废碱液经过缓冲水池均质均量后,进入一级高效软化沉淀池,降低废水中的硬度、悬浮物,沉淀池出水进入调节池。若一级高效软化沉淀池处理效果异常则出水进入事故池。低温甲醇洗废水、全厂设备冲洗废水及初期雨水进入调节池均质均量,若水质异常则切换进入事故池。调节池废水经换热器换热后进入QWSTN强化生物脱氮降碳反应器(AHCR厌氧水解反应器、一级DNCR缺氧脱氮反应器、一级OHCR好氧降碳反应器、二级DNCR缺氧脱氮反应器、二级OHCR好氧降碳反应器),通过强化缺氧反硝化、好氧硝化、好氧降碳等作用去除废水中大部分总氮及有机物。一级OHCR好氧降碳反应器末端的硝化液回流至一级DNCR缺氧脱氮反应器起端。二级OHCR好氧降碳反应器的混合液进入二沉池,通过重力作用实现固液分离,二沉池上清液进入二级高效软化沉淀池进一步降低硬度、浊度,沉淀池出水进入V型滤池。V型滤池进一步降低废水浊度,其出水进入后续中水回用装置。生活污水经格栅拦截大颗粒物后进入一级DNCR缺氧脱氮反应器。
一级高效软化沉淀池及二级高效软化沉淀池污泥经重力浓缩、高压隔膜板框脱水后外运处置。二沉池剩余污泥经重力浓缩、一级带式污泥脱水机脱水、污泥深度脱水机脱水后外运处置。
该工程对缓冲水池、一级高效软化沉淀池、调节池、事故池、AHCR厌氧水解反应器、一级DNCR缺氧脱氮反应器、集水井/格栅间、有机污泥浓缩池、无机污泥浓缩池及脱水机房的臭气进行收集、处理达标后排放。
该废水处理工程设计工艺流程见图1。
2.2 主要构筑物及设备参数
①一级高效软化沉淀池。1座2格,半地下式钢筋混凝土结构,总尺寸为19.2m×14m×5.9m,每格反应池分3区,单区反应时间为20min,第一区设1台2.2kW桨式反应搅拌机,设计投加Na2CO3(1700mg/L)、NaOH,第二区设1台2.2kW框式反应搅拌机,设计投加PFS(100mg/L),第三区设1台1.5kW框式反应搅拌机,设计投加PAM(5mg/L),每格沉淀池设1台Ø9m的刮泥机,pH回调区投加H2SO4,反应时间20min,控制反应pH为8.8,设计出水总硬度(以CaCO3计)<300mg/L。
②调节池。1座,半地下式钢筋混凝土结构,尺寸为66m×20m×7.3m,池内设9台混合式潜水搅拌机,单台推力2360N、功率10kW。
③QWSTN强化生物脱氮降碳反应器。1座2格,半地下式钢筋混凝土结构,总尺寸为121.7m×42.1m×7.5m。单格AHCR厌氧水解反应器尺寸为40m×6.4m×7.5m,水力停留时间8h,内部悬挂高3.3m的高比表面积叠片展开式微生物载体,池内设2台推流式潜水搅拌机,单台推力2360N、功率10kW;单格一级DNCR缺氧脱氮反应器尺寸为68.3m×6.4m×7.5m,水力停留时间13.4h,内部悬挂高3.3m的高比表面积叠片展开式微生物载体,设3台推流式潜水搅拌机,单台推力2360N、功率10kW,外部间断投加粗甲醇作为缺氧反硝化碳源,反硝化负荷为0.072kgNO3--N/(kgMLSS·d);单格一级OHCR好氧降碳反应器尺寸为108.3m×13.4m×7.5m,水力停留时间43.1h,设1652套倒伞型免堵塞微孔曝气器,硝化负荷为0.028kgNH4+-N/(kgMLSS·d),有机负荷为0.109kgBOD5(/kgMLSS·d),一级OHCR好氧降碳反应器末端设置2台潜水回流泵,将硝化液回流至一级DNCR缺氧脱氮反应器起端,单台潜水回流泵流量450m3/h、扬程10kPa、功率4kW;单格二级DNCR缺氧脱氮反应器尺寸为15.1m×11.9m×7.5m,水力停留时间5.3h,设2台混合式潜水搅拌机,单台推力1420N、功率5kW,外部间歇投加粗甲醇作为碳源;单格二级OHCR好氧降碳反应器尺寸为4.7m×11.9m×7.5m,水力停留时间1.6h,设162套倒伞型免堵塞微孔曝气器,降解二级DNCR缺氧脱氮反应器出水残存的有机物。
④二沉池。2座,半地下式钢筋混凝土结构,尺寸为Ø20m×6.7m,沉淀时间4h,单座设中心传动刮泥机1台。
⑤二级高效软化沉淀池。1座2格,半地下式钢筋混凝土结构,总尺寸为19.2m×14m×5.9m,每格反应池分3个区,单区反应时间为20min。第一区设1台2.2kW桨式反应搅拌机,设计投加Na2CO3(200mg/L)、NaOH,控制反应pH为10.3;第二区设1台2.2kW框式反应搅拌机,设计投加PFS(100mg/L);第三区设1台1.5kW框式反应搅拌机,设计投加PAM(5mg/L),每格沉淀池设1台直径9m的刮泥机,pH回调区投加H2SO4,反应时间20min,控制反应pH为8,设计出水总硬度(以CaCO3计)<150mg/L。
⑥V型滤池。1座3格,半地下式钢筋混凝土结构,总尺寸为23m×8.7m×4.2m,滤速6m/h,表面扫洗强度3L/(m2·s);单独气反洗强度15L/(m2·s)、反洗时间2min,气水同时反洗时气反洗强度15L/(m2·s)、水反洗强度3L/(m2·s)、反洗时间4min,单独水反洗强度6L/(m2·s)、反洗时间8min。
⑦无机污泥浓缩池。1座,半地下式钢筋混凝土结构,尺寸为Ø21m×5.5m,浓缩时间16h,设中心传动污泥浓缩机1台,功率0.18kW。
⑧板框脱水机。1台,高压隔膜厢式压滤机,调理剂PAM投加量为绝干泥量的0.4%,过滤面积400m2,设计脱水后污泥含水率<55%。
⑨有机污泥浓缩池。1座,半地下式钢筋混凝土结构,尺寸为Ø8m×5.5m,浓缩时间24h,设中心传动污泥浓缩机1台,功率0.18kW。
⑩一级带式污泥脱水机。1台,调理剂(PAM)投加量为绝干泥量的0.4%,带宽1.5m,设计脱水后污泥含水率<82%。
⑪连续污泥深度脱水机。1台,高压带式,改性剂投加量为一次脱水污泥量的5%、固化剂投加量为一次脱水污泥量的1%,带宽1.0m,设计脱水后污泥含水率<60%。
⑫臭气处理装置。1套,设计臭气处理规模40000m3/h,含1座碱洗塔(Ø3.4m×7.5m,FRP材质)、1套生物除臭装置(17.2m×10m×3.5m,FRP材质)、1座活性炭吸附塔(5m×3.1m×3.5m,FRP材质)、1台引风机(Q=40000m3/h,P=5kPa,FRP材质)及1个排气筒(Ø1m×15m,FRP材质)。经处理后,设计恶臭浓度≤1000,非甲烷总烃≤120mg/m3,氨≤30mg/m(3排放速率≤1.0kg/h),硫化氢≤5mg/m3(排放速率≤0.1kg/h)。
3、实际运行效果及经济分析
3.1 实际运行效果
①本工程总投资6500万元,于2020年1月机械竣工、5月投入调试运行。调试运行3个月后,系统稳定运行。2021年5月该工程经过连续3d的第三方验收检测,出水水质、脱水污泥含水率及处理后臭气均满足设计要求,顺利通过了竣工验收。本工程废水处理站每日00:00、08:00及16:00分别对系统主要工段水质进行检测,2022年1月—7月每日08:00进出水COD、氨氮及总硬度(以CaCO3计)检测结果见图2。
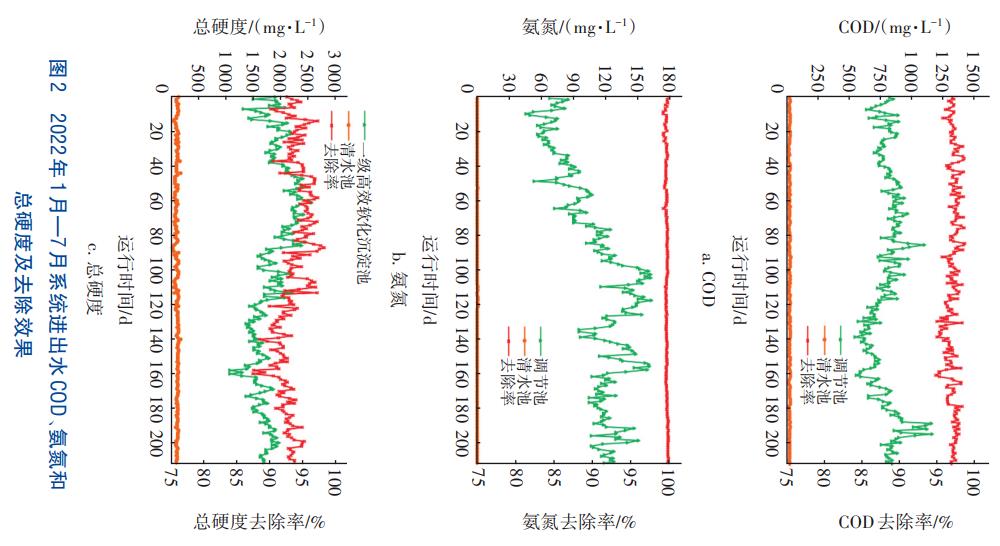
该阶段系统进水COD为547.66~1164.62mg/L,平均值为798.03mg/L,系统出水COD稳定小于30mg/L,平均值为22.52mg/L,COD平均去除率为97.18%。该阶段进水氨氮为46.32~163.25mg/L,平均值为111.06mg/L,系统出水氨氮稳定小于2mg/L,平均值为0.41mg/L,氨氮平均去除率为99.63%。该阶段一级高效软化沉淀池进水总硬度为1081.42~2565.37mg/L,平均值为1842.53mg/L,系统出水总硬度稳定小于150mg/L,平均值为113.37mg/L。由图2可见,该煤制甲醇废水水质波动较大,但经该废水处理工程处理后,系统出水水质可稳定满足设计出水水质要求。
②气化废水总碱度(以CaCO3计)约1000mg/L,采用双碱法软化处理时,出水总碱度(以CaCO3计)仍约1000mg/L。气化废水中的碱度难以利用的原因可能是原水中存在分散剂。采用双碱法软化处理气化废水时,宜按不考虑气化废水中的碱度设计双碱投加量,pH回调时应充分考虑出水中剩余碳酸根对酸投加量的影响。
③煤制甲醇废水处理设计时应充分考虑水质波动问题,宜采取增大调节池及事故池池容、原水进水管设置水质监测仪表、加药管道设置流量计量仪表等应对措施。
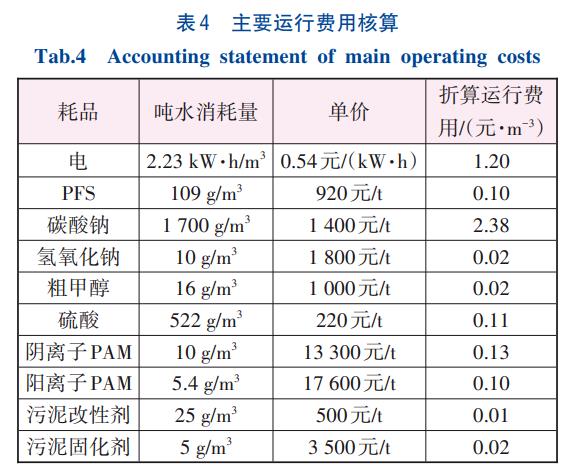
3.2 主要运行费用
本工程2022年1月—7月平均处理水量为418m3/h,动力费为1.20元/m3,药剂费为2.89元/m3,折算运行费用为4.09元/m3,如表4所示。
4、结语
煤制甲醇废水为典型的高硬、高氨氮、低碳氮比废水。采用一级高效软化沉淀池/QWSTN强化生物脱氮降碳反应器/二沉池/二级高效软化沉淀池/V型滤池工艺处理煤制甲醇生产废水,系统平均处理水量为418m3/h、进水COD及氨氮平均值分别为798.03、111.06mg/L时,系统出水COD、氨氮平均值分别为22.52、0.41mg/L;一级高效软化沉淀池进水总硬度平均值为1842.53mg/L时,系统出水总硬度平均值为113.37mg/L。该工艺对煤制甲醇生产废水具有显著的处理效果,系统出水水质可稳定满足设计要求。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。





