
制药废水处理技术
1、工程概况
随着我国制药行业的迅速发展,其年均废水排放量达到了6×108m3/a,是重要的污染源之一。由于制药废水成分复杂,水质变化大,常含有高浓度的COD和氨氮,导致其达标排放困难,属于较难处理的有机废水。
某医药公司主营14种医药制剂和原料药,在制药生产过程中会产生大量高浓度有机废水,主要含有乙酸乙酯、甲醇和二甲基乙酰胺等污染物,其COD、氨氮和无机盐等浓度均相对较高,远超相应排放标准。目前该厂区综合废水量约为771.5m3/d,考虑到企业今后会增加产能,预留相应废水增量,因此该工程设计水量定为1500m3/d。废水水质和排放标准如表1所示。

其中,废水排放执行《污水综合排放标准》(GB8978—1996)的三级标准,氨氮和TP分别执行《工业企业废水氮、磷污染物间接排放限值》(DB33/887—2013)“其他企业”中的35mg/L和8mg/L排放限值。
2、处理工艺
2.1 工艺设计与说明
目前,根据制药废水的特点,多采用以生化为主、物化为辅的处理工艺,如混凝、高级氧化、水解酸化、缺氧/好氧(A/O)、膜生物反应器(MBR)等。根据该企业的生产情况和同类工程成功经验,确定采用混凝沉淀/两级水解酸化/缺氧/好氧/膜生物反应器处理工艺。由于废水中含有的高浓度有机物和盐度会抑制微生物的活性,因此在生化处理前需进行脱溶、脱盐和混凝预处理。废水及污泥处理工艺流程见图1。

主要处理单元运行参数见表2。
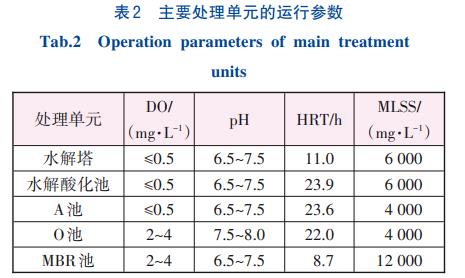
由图1和表2可知,废水在综合调节池配水后自流进入混凝初沉池,池中加入混凝剂并搅拌,在泥水分离区去除部分有机物和悬浮物且提高废水可生化性,减少后续生物处理负荷。上清液进入集水池2,加压输送至水解塔,再经中间池进入水解酸化池。经两级水解处理后可显著去除废水中COD并进一步提高废水可生化性,为后续生化处理提供条件。由于过高或过低的MLSS都会导致水解酸化效果差,结合工程实际将该水解塔和水解酸化池的MLSS控制在6000mg/L左右。废水经水解酸化池处理后进入A/O池,通过控制部分硝化液回流、污泥回流和排泥达到脱氮除磷并去除有机物的作用。通常A/O工艺的MLSS控制在2500~3500mg/L,由于该厂区A/O池较多,易导致污泥分布不均,故控制A/O池MLSS约为4000mg/L(均不小于2500mg/L),以保障对污染物的去除效率。A池通过液下搅拌实现兼氧处理效果。O池内设置微孔曝气。O池出水进入MBR池实现泥水分离,将活性污泥截留在生化池,从而提高生化池的污泥浓度和生化速率,且通过膜过滤后可进一步提升出水水质,保障达标排放。其中,MBR膜组件采用中空纤维滤膜,以10L/(m2·h)的膜通量运行,由于该条件下膜污染率较低,可相应降低运行费用。在运行过程中,MBR池MLSS基本维持在12000mg/L,源于其微生物增殖和自身消化达到了一个动态平衡过程。由于水质波动较大,为防止废水处理的非正常运行而导致不达标排放,特设置监控池。若废水未达标,则通过管道收集到事故池,处理达标后再纳管排放。废水处理过程中A/O池、MBR池产生的剩余污泥和混凝初沉池污泥一并进入污泥浓缩池,经加压输送至污泥压滤机进行脱水,处理后的污泥委托有资质的单位进一步处置,滤液经收集后送至废水综合调节池。
2.2 主要构筑物及设计参数
①综合调节池。半地上式钢筋混凝土结构,2座,工艺尺寸分别为11.10m×16.50m×5.50m和3.20m×6.00m×5.50m,有效水深4.7m,停留时间15.1h。设超声波液位计、pH自动检测仪、曝气系统和提升泵(1用1备,Q=65m³/h,H=170kPa,N=5.5kW)。其中曝气采用空气搅拌,搅拌气量为1m3(/m3·h)。
②RTC反应器(水解塔)。1台,工艺尺寸为Ø8.0m×20.0m,液下部分为碳钢防腐,液上部分为316L不锈钢材质,配填料、提升泵、中间水箱、中间水箱提升泵和蒸汽加热系统(考虑到今后几年公司要发展新项目,提前规划)。按照进水平均COD为2700mg/L,确定设计容积负荷为5.9kgCOD/(m3·d)。水解塔是该工艺最主要构筑物,通过悬浮污泥层及填料层的微生物降解污染物,具有占地面积小、处理效率高等特点。其中底部填料层具有使污泥悬浮和均匀布水的作用,蒸汽加热系统起控温作用,在冬季低温时需提高水温以使微生物保持较高活性。
③水解酸化池。半地上式钢筋混凝土结构,2座,工艺尺寸为10.85m×8.70m×8.50m,有效水深为7.9m,单座有效容积为745.7m3,容积负荷为2.7kgCOD/(m3·d),配填料、潜水搅拌机(8套,N=4.0kW,单位容积搅拌功率为21.5W/m3)、污水循环泵和管道混合器。
④A池。半地上式钢筋混凝土结构,2座,工艺尺寸为10.85m×8.70m×8.50m,有效水深为7.8m,单座有效容积为736.3m3,MLSS为4000mg/L,配DO测定仪、潜水搅拌机。按去除总氮63mg/L计,确定设计反硝化负荷为0.032kgTN/(kgMLSS·d)。
⑤O池。半地上式钢筋混凝土结构,4座,工艺尺寸为10.85m×6.08m×6.50m,有效水深为5.2m,单座有效容积为343m3,MLSS为4000mg/L,有机负荷为0.33kgCOD/(kgMLSS·d),硝化负荷为0.04kgTN/(kgMLSS·d),配曝气系统、DO测定仪和污水回流泵。其中O池曝气量根据气水比15∶1计算为15.63m3/min,好氧池回流至缺氧池的回流比为200%。
⑥MBR池。半地上式钢筋混凝土结构,2座,工艺尺寸为10.85m×5.00m×6.50m,单座有效容积为271.2m3,有效水深为5.0m,配布水装置、曝气系统、污泥泵和MBR系统。其中MBR回流至好氧池的回流比为400%。⑦排放池(监控池)。半地上式钢筋混凝土结构,1座,工艺尺寸为12.70m×4.70m×3.20m,有效水深为3.0m,有效容积为179m3,停留时间为3h,配超声波液位计、提升泵(1用1备,Q=65m³/h,H=275kPa,N=11kW)。
3、工艺调试与运行结果
3.1 工艺调试
①接种污泥
生化系统接种污泥取自工业园区污水处理厂,脱水后活性污泥含水率约80%,污泥投加量为100t,各池投加泥量为池容的2%~5%。通入COD为600mg/L的污水,水位约占运行水位的4/5,按C∶N∶P=100∶5∶1的比例投加培养基进行培养。水解塔内循环、水解酸化和A池搅拌培养5d,好氧池持续闷曝一周后,SV30达到15%,出水COD降到300mg/L,COD去除率达到50%,且填料上菌胶团镜检微生物丰富,表明接种完成。
②水解塔和水解酸化池调试
接种后,间歇通入混凝初沉池出水,启动阶段进水COD控制在2000~3000mg/L,pH为6~8,温度为30~35℃。控制DO在0.5mg/L以内,使微生物适应新的环境,培养水解菌。调试初期需控制运行水量,逐步提高进水负荷。调试期间减少排泥量,控制污泥龄为10d。在进水停止后根据污泥浓度进行补泥,使MLSS保持在6g/L左右。监测进、出水的B/C和COD,若COD处理效率达到40%,则提高20%进水量,逐步增加水量至正常值。水解塔出水进入水解酸化池,调试方法与水解塔相同。调试历时一个月,水解塔和水解酸化池产气明显,污泥变黑,水解塔使废水B/C从0.1升至0.2且COD去除率提高至50%,水解酸化池使废水B/C从0.2升至0.6且COD去除率提高至70%,即为调试完成。
③A/O池调试
接种后,通入少量水解酸化池污水,将A池和O池的DO分别控制在0~0.5mg/L和2~4mg/L培养反硝化菌和硝化菌,其中O池曝气量根据DO值由5m3/min逐步提高至15m3/min。当MLSS>2000mg/L时开始内回流,随着MLSS升高,回流比从50%逐步提高至200%。投加葡萄糖至A池保持C∶N>4,投加NaHCO3到O池保持碱度(以CaCO3计)>100mg/L,保障A/O工艺运行。调试历时两个月,A池和O池的SV30稳定保持在20%~30%,A池COD去除率提高到60%,O池COD和氨氮去除率分别提高到60%和70%,表明调试完成。
④MBR调试
污泥驯化结束时开始MBR调试,通入污水和污泥,连续曝气并控制DO为2~4mg/L,逐步递增膜通量。当反应池MLSS达到8000mg/L时,控制出水量为20m3/h。当反应池MLSS达到12000mg/L时,逐步加大出水量至65m3/h。每日监测水池进、出水水质和污泥特性指标,调试20d后出水COD、氨氮等指标均稳定达标,即调试完成。调试和运行过程中均采取低值恒膜通量过滤和间歇出水等方法减少膜的污染。
3.2 运行结果
系统调试完毕后即投入运行,各工艺单元运行正常,处理效果稳定,出水水质达到设计要求。2018年12月—2021年3月的平均污染物数据统计分析结果如表3所示。

由表3可知,采用混凝沉淀/两级水解酸化/缺氧/好氧/膜生物反应器工艺处理制药废水是可行的,在进水水质波动较大且浓度较高的情况下可稳定达标排放,运行稳定,抗冲击能力强。
4、工程效益分析
该改造工程总投资为2500万元。运行费用:电费4.4元/m3,耗电量7338.66kW·h/d,平均电价为0.90元(/kW·h);药剂费为2.29元/m3,阳离子PAM为45元/d,阴离子PAM为162元/d,PAC为836元/d,酸、碱均为2400元/d;人工费为0.62元/m3,4名操作工,费用为7万元(/人·a),按生产时间为300d/a计;水费为0.05元/m3,日耗自来水20m3/d,水价按3.5元/m3计,以上共计7.36元/m3。
5、结论
采用混凝沉淀/两级水解酸化/缺氧/好氧/膜生物反应器组合工艺处理高浓度有机制药废水,COD从8171.4mg/L降至214.6mg/L,氨氮从173.7mg/L降至1.3mg/L,TP从0.95mg/L降至0.54mg/L,SS从235.8mg/L降至8.6mg/L,平均去除率分别为97.4%、99.3%、43.1%和96.4%,pH由7.2升至7.5,处理效果良好。该工程处理设计规模为1500m3/d,运行费用约7.36元/m3,出水COD、氨氮、TP、SS和pH的相对标准差分别为23.2%、15.4%、66.0%、32.2%和7.8%,各项指标均达到《污水综合排放标准》(GB8978—1996)的三级标准和浙江省《工业企业废水氮、磷污染物间接排放限值》(DB33/887—2013)标准,可为类似制药废水处理提供参考。
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。





