叶酸生产废水蒸馏法浓缩分离技术
叶酸是人和动物生长发育的一种重要营养物质。然而天然叶酸不稳定,易分解变质,导致人类和动物很难从自然中获取足量的叶酸。因此,合成叶酸广泛用于医疗、养殖、食品等行业,市场对合成叶酸的需求很大。由于在合成叶酸过程中产生的废水具有高COD、高盐分、高色度、可生化性差等特点,使得对叶酸废水的处理难度较大。
目前对于叶酸废水的处理工艺可以分为物化预处理—生物联合法和物化法。联合工艺包括中和—混凝—兼氧—好氧PACT生化工艺、混凝沉淀—水解—PACT工艺、兼氧—电解—混凝—非硫光合细菌降解工艺、电芬顿—A/O工艺、电解—氧化—UASB—酸化—A/O—BIOFOR工艺、泡沫铁三维电芬顿—A/O工艺等。这类工艺先通过混凝、中和、水解等预处理方法去除叶酸生产废水中部分污染物,提高废水的可生化性,然后用传统生物法对预处理后的废水进行处理。物化预处理—生物工艺可以在一定程度上处理叶酸生产废水,但存在药剂投加量大、工艺复杂、产泥量大、处理效果不稳定等缺点。物化法有混凝沉淀—臭氧催化—双极膜电渗析工艺、特制材料过滤—树脂吸附—气态膜工艺、压滤脱盐工艺,这些工艺的核心都是对废水中溶解性污染物的转化与分解,依赖混凝剂、氧化剂、吸附剂等原料,因此存在成本高、操作复杂等问题。
叶酸废水中总溶解性固体(TDS)和有机物含量大于3.5%,属于高盐废水。对于高盐废水,生物法难以处理,而物化法分为转化和分离两大类。转化法有离子交换法、氧化法,但均存在成本高、效果不稳定等问题;分离法有吸附法和蒸馏法,吸附法由于对吸附材料要求较高,不适合处理大量的高盐废水,而蒸馏法操作简单、效果显著、无二次污染,还可以回收蒸汽潜热与结晶盐,属于节能环保的资源回收型革新代用技术。因此对于高盐废水的处理,通常选用蒸馏法。
蒸馏法是利用溶质与水的沸点不同来分离二者,应用于废水则可以实现将污染物与水分离的净化目的。蒸馏法曾广泛应用于抛光废水、高盐废水、垃圾渗滤液的处理,但对于叶酸废水的处理尚未见报道。
考虑到叶酸废水的特点,笔者采用蒸馏法对叶酸生产废水进行处理,探索浓缩和分离效果,旨在为叶酸生产废水的处理提供新思路、新方案。
1、材料与方法
1.1 废水的来源与水质
试验所用废水来自西安市内某制药类企业(该企业对初始pH在1.0左右的废水进行了加碱预处理)。废水水质具体如下:TDS为(50000±50)mg/L,COD为(10386±53)mg/L,BOD5为(2240±26)mg/L,TOC为(8021±15)mg/L,TN为(412±13)mg/L,氨氮为(345±6)mg/L,硝态氮及亚硝态氮均未检出,pH为6.00±0.03,乙酸为(656.1±6.4)mg/L,丙酸为(75.3±4.7)mg/L,丁酸为(25.0±2.0)mg/L。
1.2 检测项目与方法
COD、BOD5、氨氮等指标根据《水和废水监测分析方法》(第4版)进行测定。检测COD时,由于水样中含有氯离子,采用稀释并加入硫酸汞的方法来消除干扰。TN采用耶拿MultiN/C2100sTOC/TN仪测定。挥发性脂肪酸(VFAs)采用气相色谱仪测定。
1.3 试验装置与方法
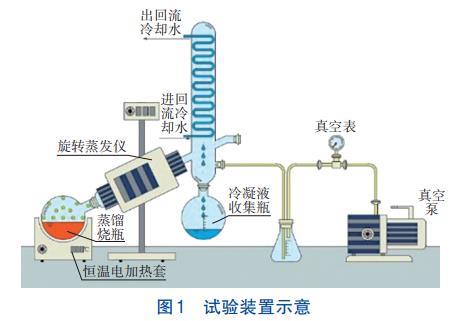
试验装置如图1所示,包括250mL蒸馏烧瓶、恒温电加热套、旋转蒸发仪。以自来水为冷却水,隔膜真空泵作为抽气泵。
使用0.5mol/L的氢氧化钠和0.5mol/L的稀盐酸调节废水pH至试验所需。取100mL叶酸废水倒入蒸馏烧瓶中,并加入6粒玻璃珠,进行常压蒸馏或者打开真空泵进行减压蒸馏;取100mL叶酸废水倒入冷凝液收集瓶中,加入6粒玻璃珠,并将恒温电加热套移至该收集瓶下,用软木塞将冷凝器两出口封闭,进行废水加热试验;取100mL叶酸废水,根据需要,用快速滤纸或0.45μm滤膜过滤,倒入蒸馏烧瓶中,调节不同真空度,进行旋转减压蒸馏。
2、结果与讨论
2.1 蒸馏前后水质的变化
取100mL叶酸废水进行常压蒸馏试验,共收集得到95mL冷凝液,具体水质成分如下:TDS<10mg/L,COD为(119±8)mg/L,TN为(232±3)mg/L,氨氮为(219±3)mg/L,硝态氮及亚硝态氮均未检出,乙酸为(89.4±0.9)mg/L,丙酸为(4.6±0.3)mg/L,丁酸为(2.9±0.3)mg/L。叶酸废水(原废水)和收集到的冷凝液成分分析结果如图2所示,VFAs含量及其贡献COD的浓度见表1。蒸馏处理可将原水99.99%的TDS、98.9%的COD、36.5%的氨氮从水里分离出来,得到的馏出液中污染物含量很低,说明蒸馏法对叶酸废水的处理效果较好。


由图2和表1可以看出,原废水中,以乙酸为主的VFAs一共贡献了8.28%的COD;蒸馏处理以后得到的冷凝液中,以乙酸为主的VFAs一共贡献了89.92%的COD。这个结果说明原废水中非VFAs类物质的有机污染物,经过蒸馏处理以后,大部分留在了浓缩结晶中;影响蒸馏冷凝液COD的主要因素是以乙酸为主的VFAs。因此,控制蒸发过程中VFAs的蒸发是分离有机物的关键。原废水中的氮元素以氨氮和有机态氮形式存在,且影响蒸馏冷凝液总氮浓度的主要因素是氨氮。因此,控制蒸发过程中氨氮的蒸发是分离氮类污染物的关键。
原100mL叶酸废水中,COD类物质为1038.6mg,TN为41.2mg。经蒸馏后,浓缩结晶中,COD类物质为1068.5mg,TN为17.6mg;冷凝液中,COD类物质为11.9mg,TN为23.2mg。可见,废水中的各类中间体大部分留在了浓缩结晶中。经核算,污染物量与蒸馏前废水中污染物量基本相当。
2.2 不同温度下废水水质的变化
以室温(25℃)水样为对照,分析加热后不同温度(105和80℃)下废水水质的变化,加热时间为20min,结果如图3所示。可知,105℃下,叶酸废水中的VFAs浓度上升到了1167mg/L。其中,乙酸浓度的增加是VFAs浓度上升的主要因素。这个结果说明,叶酸废水中的复杂有机物在受热的情况下会分解成容易挥发的乙酸。由于挥发性乙酸在蒸馏过程中更容易随水蒸气转移到冷凝液中。因此,要尽量减少复杂有机物受热分解,从而降低冷凝液中COD浓度。
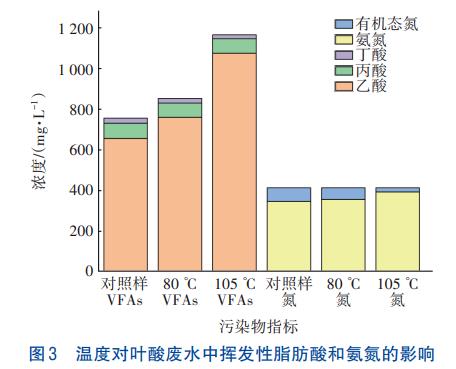
80℃条件下,叶酸废水中的氨氮浓度略有上升。105℃下叶酸废水中的氨氮浓度上升到了392mg/L。这说明叶酸废水中的含氮有机物在受热情况下会分解成氨氮,且在105℃时生成的氨氮较多。挥发性氨氮在蒸馏过程中更容易随水蒸气转移到冷凝液中。因此,要尽量减少含氮有机物受热分解,从而降低冷凝液中的氨氮浓度。
2.3 减压蒸馏系统效果分析
减压蒸馏过程中,将真空度调节至0.07MPa,以常压(0.10MPa)蒸馏作为对照,每组共收集到95mL的冷凝液,试验结果见图4。可知,降低压强到0.07MPa时,冷凝液的COD下降到了92mg/L,降低了22.7%。其中,乙酸的减少是冷凝液COD下降的主要因素。这个结果说明,降低压强可以有效降低冷凝液中有机物浓度。减压蒸馏通过降低蒸馏系统中的真空度来降低叶酸废水的沸点(此时沸点为91℃),蒸馏过程的温度也得以降低,进而减少叶酸废水中复杂有机物受热分解生成VFAs的量,最终降低了VFAs挥发量和冷凝液中COD浓度。

当压强为0.07MPa时,冷凝液总氮下降到191mg/L,降低了17.7%。其中,氨氮浓度的降低是冷凝液总氮浓度下降的主要因素。这个结果说明,减压蒸馏可以有效降低冷凝液中氨氮浓度,这与前人在减压蒸馏处理垃圾渗滤液中得到的结论类似,但并未对该现象进行深入分析。对于这个现象的解释,认为有两方面的原因:①减压蒸馏通过降低蒸馏系统中的真空度来降低叶酸废水的沸点,蒸馏过程的温度也得以降低,进而减少叶酸废水中含氮有机物受热分解生成氨氮,最终降低了氨氮的挥发和冷凝液中氨氮浓度;②氨气溶于水需要放出热量,变成气体逸出水需要吸收热量,见式(1)。当温度变高时,该平衡向右移动,氨气逸出量增多;当温度变低时,该平衡向左移动,氨气逸出量减少。减压蒸馏降低了蒸馏系统的真空度,从而降低了叶酸废水的沸点,蒸馏体系的温度也得以降低,该反应平衡向左移动,使得氨气逸出量减少。

2.4 pH对蒸馏系统的影响
pH对蒸馏系统的影响如图5所示,每组共收集到95mL的冷凝液。可知,随着pH的升高,冷凝液中COD浓度快速下降。当pH达到6.0后,冷凝液的COD浓度降低速度开始减缓,并且很快趋于平稳。VFAs属于弱酸,在水中的电离平衡见式(2)。溶液pH降低,该平衡就会向左移动,溶液中以分子形式存在的VFAs就会增多;反之,该平衡就会向右移动,溶液中以离子形式存在的VFAs就会增多。蒸发过程中,离子态VFAs首先要转化为分子态VFAs,然后才会随水蒸气转移到冷凝液中。
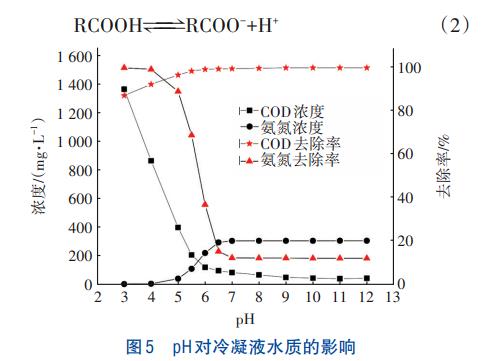
当pH为3.0时,冷凝液中COD浓度最高,这是因为此条件下VFAs在叶酸废水中多以分子态存在,容易在蒸发过程中随水蒸气转移到冷凝液中。这一点与前人在垃圾渗滤液中的试验结论类似:即VFAs等大多数有机物在酸性条件下更容易挥发,但其并未对该现象进行深入分析。其中的原因是:当叶酸废水pH逐渐升高时,易挥发的分子态脂肪酸逐渐转化为离子态,该状态不容易在蒸发过程中随水蒸气转移到冷凝液中。因此,冷凝液中COD浓度随pH升高而下降。
当叶酸废水pH升高到6.0以后,VFAs在叶酸废水中大多以离子态形式存在,蒸发过程中很难转移到冷凝液中。因此,在该条件下冷凝液中COD浓度很低。
随着pH的升高,冷凝液中氨氮浓度快速上升;pH达到6.5后,冷凝液中的氨氮浓度停止上升,并保持平稳。水中的氨氮以游离态和离子态两种形式存在,游离态包括氨分子(NH3)和一水合氨(NH3·H2O),离子态是铵根离子(NH4+),它们在水中的转化平衡见式(3)。

溶液pH降低,该平衡就会向右移动,溶液中以离子态存在的氨氮就会增多;反之,该平衡就会向左移动,溶液中以离子态存在的氨氮就会减少。蒸发过程中,离子态的氨氮受热后首先要转化为游离态的氨氮,然后才会随水蒸气转移到冷凝液中。这个结果说明,在叶酸废水pH为3.0和4.0时,氨氮在叶酸废水中多以离子态的铵根(NH4+)形式存在,蒸发过程中随水蒸气转移的氨氮较少,因此冷凝液中氨氮浓度很低;当叶酸废水pH逐渐升高时,叶酸废水中的离子态铵根(NH4+)逐渐转化为易挥发的游离态(NH3、NH3·H2O),因此冷凝液中的氨氮浓度随pH升高而上升;当叶酸废水pH达到6.5后,氨氮在叶酸废水中多以易挥发的游离态(NH3、NH3·H2O)形式存在。蒸发时,几乎所有的氨氮全部都转移到了冷凝液中,因此无论再如何提高pH,冷凝液中的氨氮浓度几乎不变。
2.5 正交试验结果分析
根据前期试验结果,将pH、真空度、转速、过滤确定为影响因素,每个因素选择3个水平,用L(934)正交表进行试验,因素水平见表2。
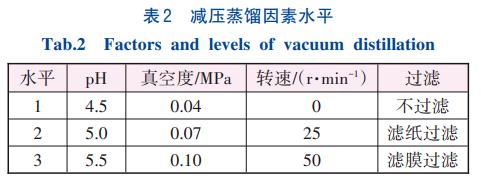
取9份叶酸废水,每份100mL,按表2条件用旋转蒸发仪进行试验,以出水COD和氨氮浓度为评价指标,结果见表3。可以看出,由极差大小确定各指标影响因素的主次顺序如下:对于出水COD浓度,pH>真空度>转速>过滤;对于出水氨氮浓度,pH>真空度>过滤>转速。根据平均值确定各影响因素的优化水平组合如下:对于出水COD浓度,pH为5.5、真空度为0.04MPa、转速为0、滤膜过滤;对于出水氨氮浓度,pH为4.5、真空度为0.04MPa、转速为0、滤膜过滤。
由于两个指标得到的优化条件不一样,需根据因素的影响主次顺序来综合考虑。pH对出水COD浓度的影响排第一,取5.5;其对出水氨氮浓度的影响亦排第一,取4.5。因此,pH可取4.5或5.5。结合《污水排入城镇下水道水质标准》(GB/T31962—2015)综合考虑,pH取4.5。
为了验证优化组合的可靠性和稳定性,按照优化组合pH为4.5、真空度为0.04MPa、转速为0、滤膜过滤,得到的最终出水水质如下:COD浓度为(337±6)mg/L,BOD5浓度为(166±12)mg/L,氨氮浓度为(11±2)mg/L,总氮浓度为(11±3)mg/L,pH为6.89±0.21。可见,出水水质效果良好,可达到《污水排入城镇下水道水质标准》(GB/T31962—2015)中规定的市政管网接管标准。

对于蒸馏95%浓缩后得到的浓缩结晶,使用XRD衍射仪测定成分,其主要成分为氯化钠晶体,结晶上附着有中间体,可以作为粗原料回收利用或者作为一般无毒无害的工业固废进行填埋。
2.6 技术优势分析
2.6.1 运行成本
该制药厂产生叶酸废水约50m3/d,以MVR减压蒸馏设备为例,处理效率为3.8m3/h,每天设备运行13h,设备功率分两部分,加热功率为79kW和压缩机功率为89kW,消耗蒸汽冷却水为3m3/h。以陕西工业电费为0.5052元(/kW·h)计,蒸汽冷却水以2.5元/m3计。计算得出电费和耗损的成本合计为:/50m3≈24.0元/m3。使用工业上常用的碱性调节剂熟石灰调节pH,1m3废水需要消耗熟石灰约3.7kg。熟石灰按市场价500元/t计,则调节pH的药剂成本为:(500元/t×0.0037t/m3)=1.85元/m3。对于结晶的回收处理,废水产生的结晶以1元/m3计。综合上述分析,运行成本共计26.85元/m3。
2.6.2 工艺分析
陕西省某厂采用混凝—曝气—兼氧/好氧PACT工艺来处理叶酸废水。其他关于叶酸废水处理的技术主要有铁碳微电解—Fenton氧化—混凝沉淀—水解酸化—A/O—曝气生物滤池工艺和兼氧—内电解—混凝—非硫光合细菌降解工艺等。本研究设计的减压蒸馏工艺与这些工艺相比,具有如下优势:①工序环节简单,仅需调节pH、过滤、蒸馏即可。②投加药剂量少,仅需投加少量熟石灰。③对叶酸废水水质要求低,适用于行业内大多数叶酸生产工艺产生的各类废水和混合废水,无需制药厂从源头对叶酸废水进行分流分质,极大地简化了生产过程中叶酸废水的分流、分质、预处理、二次处理等复杂操作。④机械化程度高,该处理设备流程单一、易管理控制,且可以间歇运行,需要的管理人员也很少,对于工人素质和技术要求也较低,可以很轻易地实现自动化控制。⑤出水水质稳定且效果好,其他工艺由于较为复杂繁琐,对操作、药剂、环境的要求较高,因此出水水质相较于减压蒸馏工艺不稳定。⑥资源回收性较强,该工艺在达到预期效果的同时,得到的浓缩结晶实际是可以回收的、有资源价值的工业粗原料;此外,减压蒸馏中的蒸汽潜热也可以回收,这是一种可持续性的、资源回收型工业废水处理革新代用技术,在处理废水的同时,可以获得一定的经济效益,补偿部分处理费用。⑦处理成本相对较低,目前该厂采用混凝—曝气—兼氧/好氧PACT工艺处理叶酸废水的运行成本约为180元/m3,而减压蒸馏工艺仅约为26.85元/m3。
因此,从综合投资、系统运行稳定性、设备运行管理的简便性和资源回收性等方面看,相比于其他叶酸废水处理技术,本研究采用的技术在实践中更具有吸引力和实用性。
3、结论
①叶酸废水在常压、105℃下沸腾蒸发,水回收率为95%,分离了原废水中99.99%的TDS、98.9%的COD和36.5%的氨氮。带入回收液中的有机物主要是挥发性脂肪酸——以乙酸为主。这部分挥发酸既有原废水中原本就存在的,也有随着加热含氮有机物分解产生的。
②在0.07MPa下进行减压蒸馏,沸腾温度降低到91℃可使回收液中COD和总氮浓度分别降低22.7%和17.7%。
③通过正交试验和验证试验得出,当采用滤膜过滤、pH为4.5、压强为0.04MPa、静止蒸发(转速为0)时,处理效果最佳,回收液COD浓度为(337±6)mg/L,BOD5浓度为(166±12)mg/L,氨氮浓度为(11±2)mg/L,总氮浓度为(11±3)mg/L,pH为6.89±0.21,达到《污水排入城镇下水道水质标准》(GB/T31962—2015)中规定的市政管网接管标准。
④相比于现行工艺与其他报道的工艺,本工艺的综合投资成本较低、系统稳定、机械化程度高、资源回收性好。运行成本约为26.85元/m3,低于现行的混凝—曝气—兼氧/好氧PACT工艺.
广东建树环保科技有限公司是一家专业从事工业废水处理、工业废气处理和环境修复的环保设备研发与销售服务的企业。为工业企业和市政工程等项目提供工业废水处理、工业废气处理、有机废气VOCs处理的一体化解决方案,从“工程设计”、“工程承包”、“设备采购”、“安装调试”、“耗材销售”、“运营管理”、“环评办理”等环节提供专业的差异化服务,联系电话:135 5665 1700。